{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

Types of Mechanical Threads
Threads are basically helical ridges that get machined onto cylindrical or conical surfaces. They’re pretty ingenious – they convert rotational
Join 3000+ companies who work with Yijin Solution








As-Machined

Bead Blasting and Sandblasting

Anodizing (Aluminum)

Powder Coating

Electroplating

Polishing and Passivation

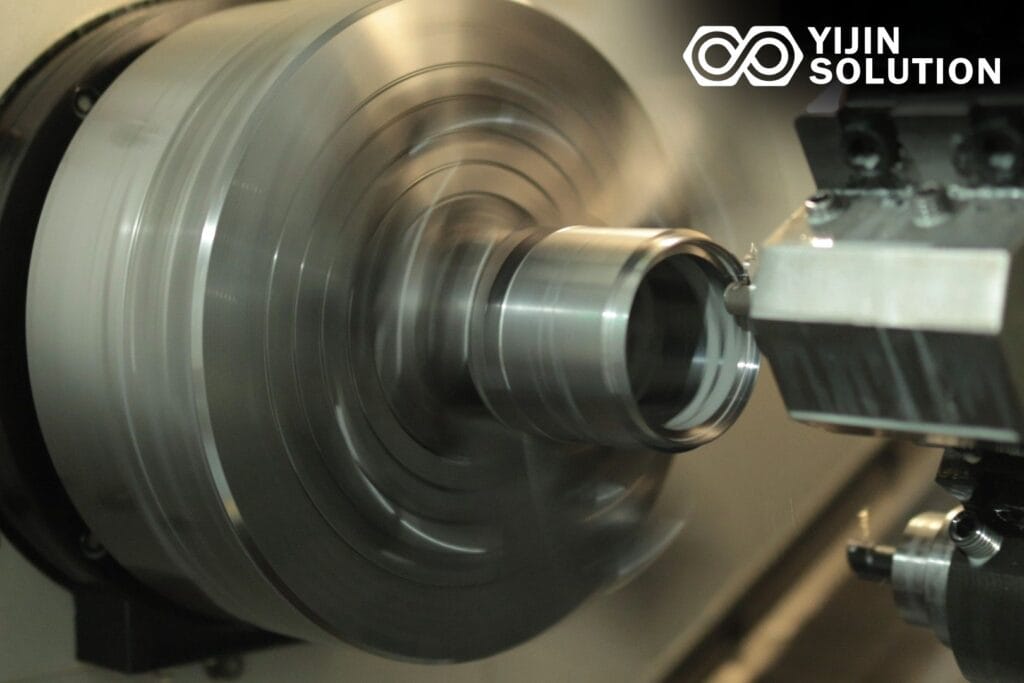
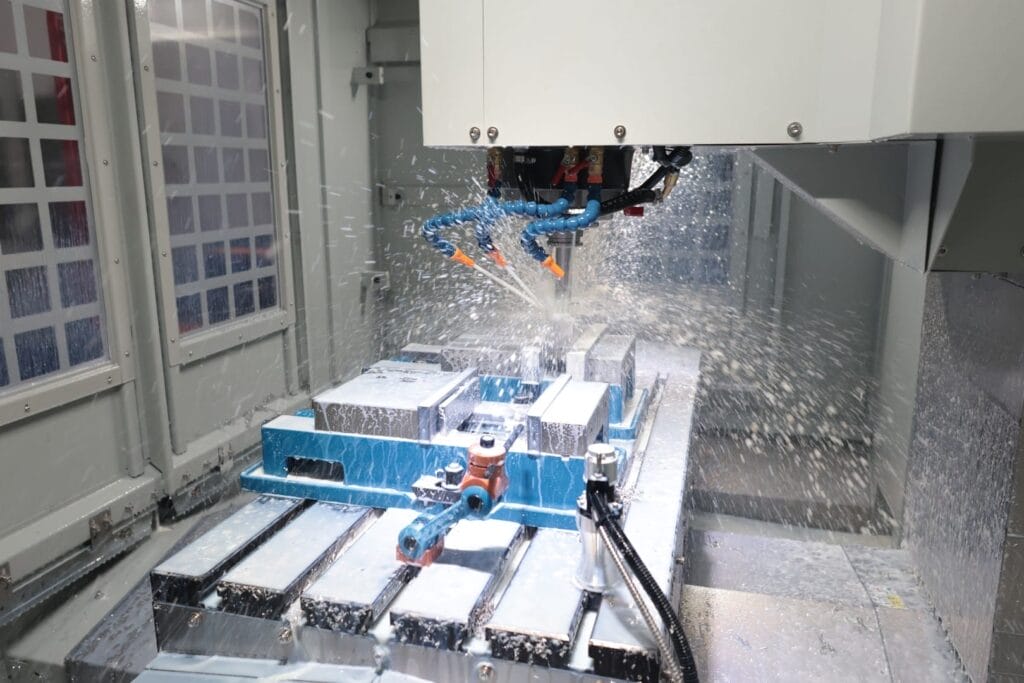
Horizontal lathes work on the Z and X axes to produce cylindrical features on shafts, pins, and short components. The workhorse for high-volume turned parts with straight diameters, tapers, chamfers, and threads. Best cost-per-part for commercial-grade components up to 500 mm in diameter.
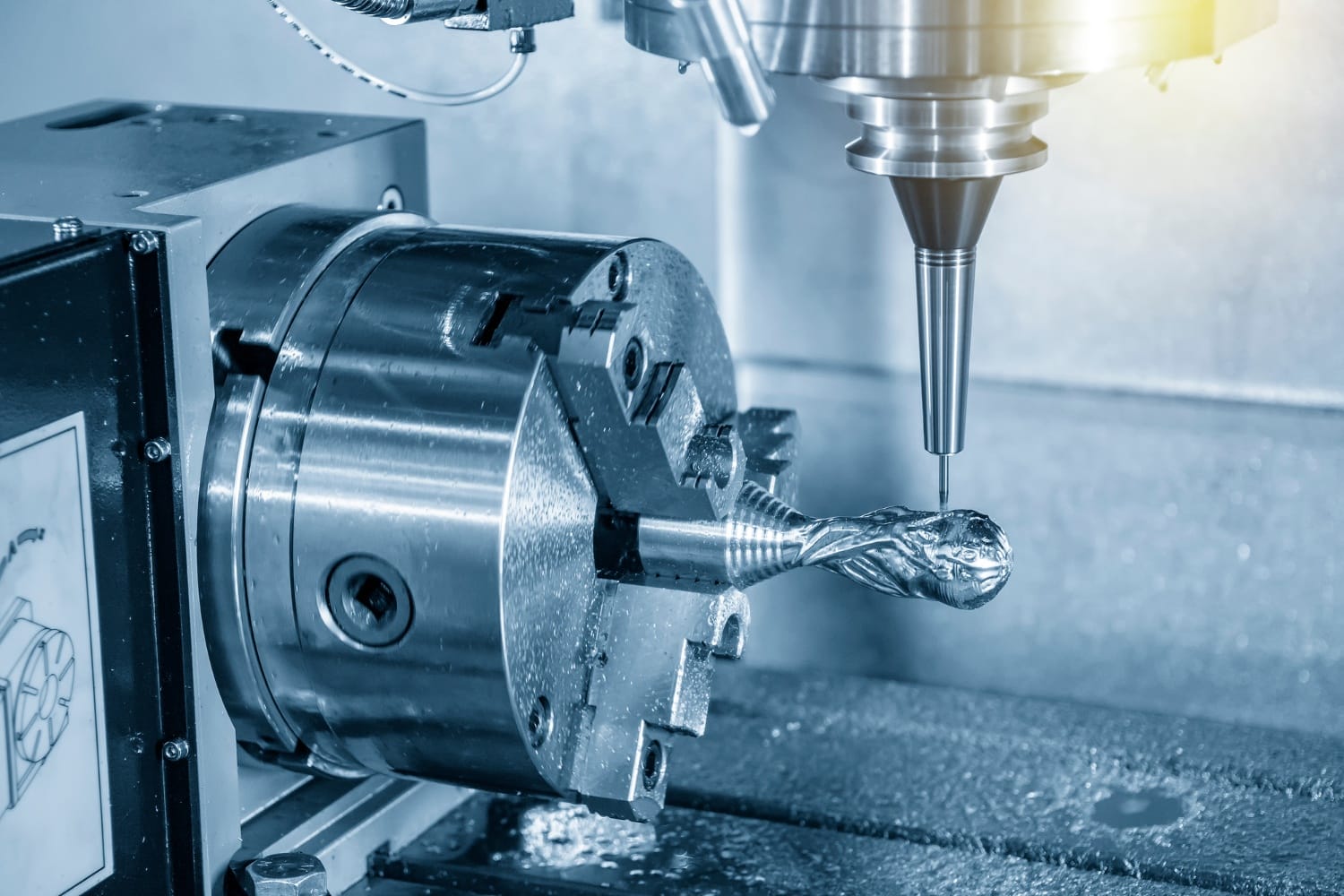
Multi-axis lathes with driven tools that can mill, drill, and tap features on a rotating workpiece without moving it to a second machine. Used for parts that need cross holes, flats, or keyways in addition to turned features. Eliminates a setup and tightens positional tolerance between turned and milled features.

Swiss-type lathes feed bar stock through a guide bushing, which supports the workpiece millimeters from the cutter. The result: tolerances down to ±0.01 mm on long, slender parts that would deflect on a standard lathe. Ideal for miniature medical screws, connector pins, and optical components.











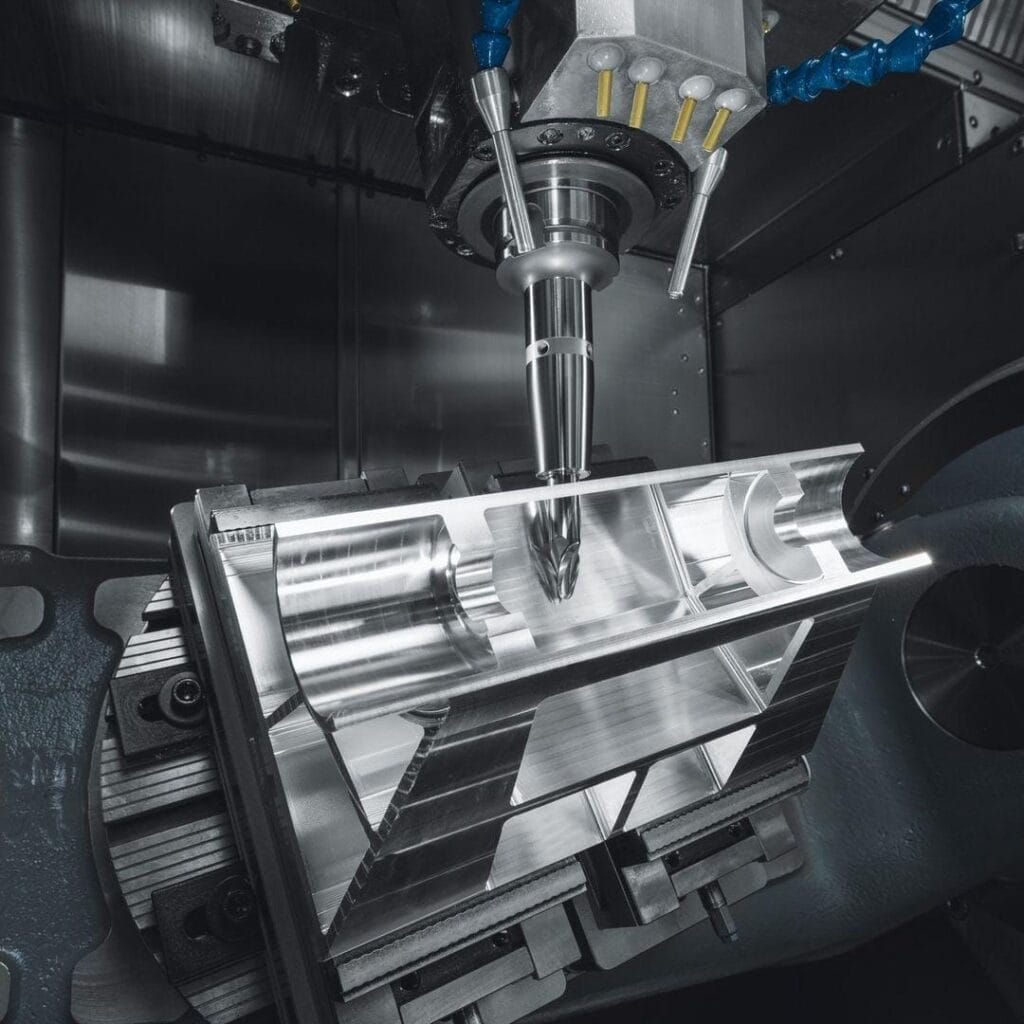


Zeiss CMMs, laser interferometers, and optical comparators verify every critical batch. Parts hold ±0.05 mm typical and ±0.02 mm on 5-axis programs. First Article Inspection and PPAP Level 3 documentation standard on production runs.
Prototypes ship in 3 to 7 business days and production shipments in 2 to 4 weeks. 278 CNC lathes, 80+ Swiss-type lathes, and bar feeders running lights-out keep parts moving without supplier handoffs.
Single-piece prototypes and production runs of 1,000,000+ parts go through the same lathes and the same inspection standards. No minimum order quantity. Volume does not change quality gates.
Your prototype and production parts come off the same machines with the same programming. No re-qualification, no new vendor onboarding, and no process variation when you scale from validation to volume.

Aluminum, free-machining stainless, tool steels, titanium, brass, copper, nickel superalloys, and engineering plastics in 50+ grades. Every order ships with mill certificates and heat-lot traceability.
Direct factory pricing without broker margins. Our engineering team reviews your drawing before programming starts to identify feature simplifications and tolerance changes that reduce cycle time and per-part cost.
Threads are basically helical ridges that get machined onto cylindrical or conical surfaces. They’re pretty ingenious – they convert rotational
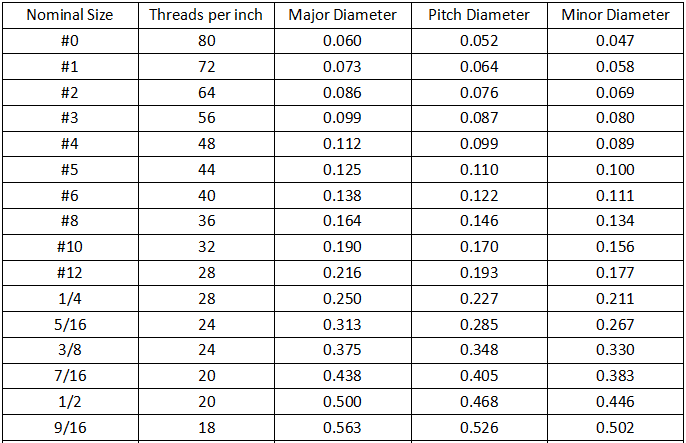
Threaded components have accurate specifications for assembly integrity and performance. We have put together this thread size chart to help

Rivets are permanent mechanical fasteners used to join materials. Common types include solid, blind, tubular, split, shoulder, drive, self-piercing, and