
Join 3000+ companies who work with Yijin Solution






Hot Chamber Die Casting
Hot chamber machines keep zinc and magnesium alloys molten inside the machine, pushing metal into the die through a gooseneck at cycle times near 20 seconds. Best for zinc Zamak parts and small magnesium components up to 2 kg. We run hot chamber presses from 80 to 400 tons.
Cold Chamber Die Casting
Cold chamber presses handle aluminum, brass, and higher-temperature alloys that would corrode a hot chamber gooseneck. Metal is ladled into a cold shot sleeve, then forced into the die at injection pressures of 70 to 175 MPa. Standard tonnage range 250 to 3,000 tons. Required for all aluminum die casting.
Gravity Die Casting
Gravity casting pours molten aluminum or copper alloys into permanent steel or cast iron molds without external pressure. Slower than pressure die casting, but preferred for thick-walled parts, heat-treatable aluminum, and castings where porosity control matters. Ideal for low to medium volumes.
Die Casting Tooling
In-house mold shop designs and builds dies from H13 and SKD61 tool steel. Tooling prices from $8,000 for simple single-cavity zinc dies to $80,000+ for complex multi-slide aluminum tools. Expected tool life: 100,000 shots for aluminum and up to 1,000,000 shots for zinc.
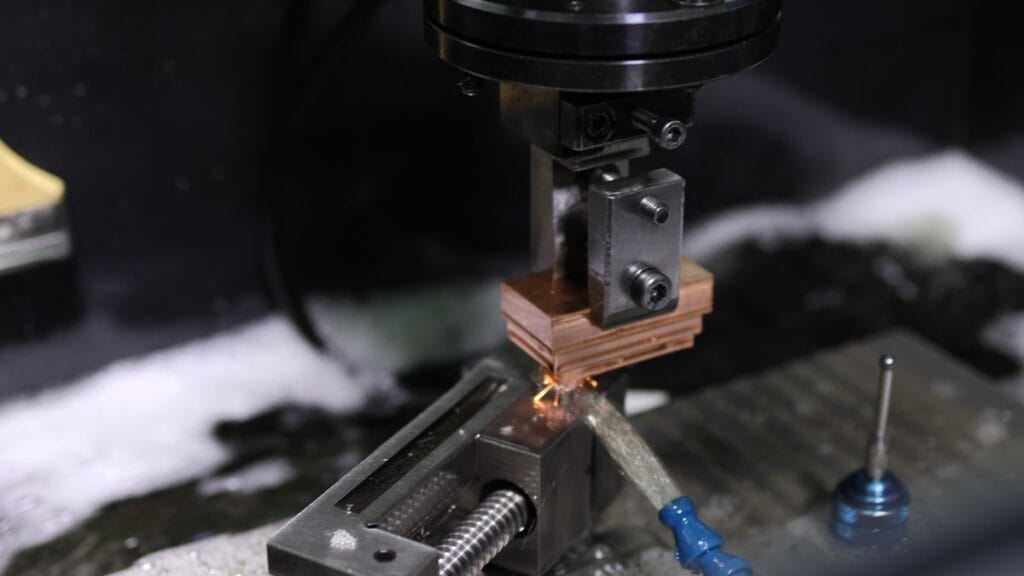
Secondary CNC Machining
CNC milling and turning add threads, bore holes, and tight-tolerance features that cannot be cast directly. Tolerances to ±0.02 mm on machined surfaces. Integrated machining keeps the part on the same quality system from casting through final inspection.
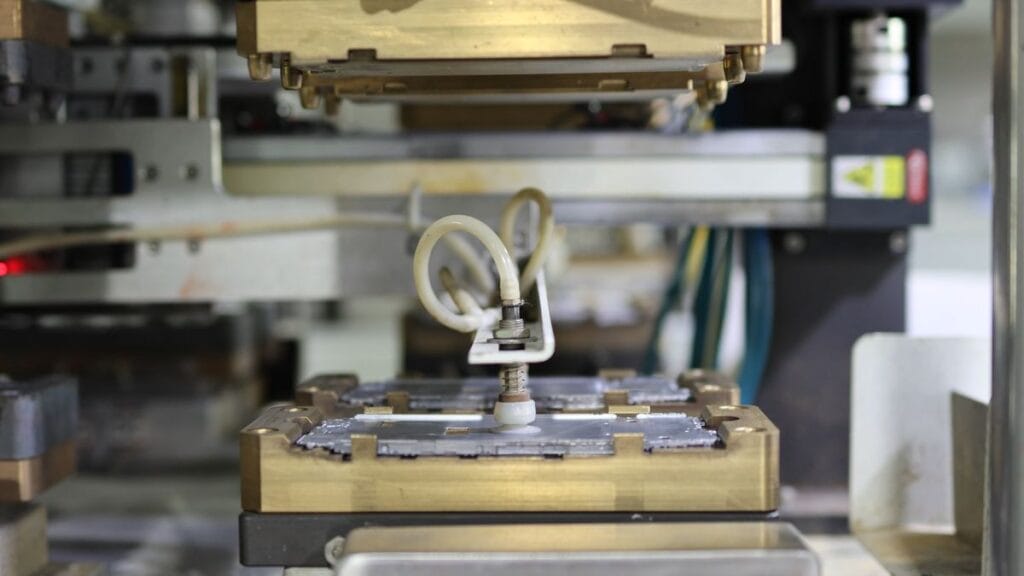
Plating and Finishing
Powder coating, anodizing (Type II and Type III), chromate conversion, wet paint, and electroplating applied in-house. Shot blasting and vibratory deburring are standard. Salt spray, adhesion, and thickness testing included with plated orders.


As-Cast and Shot Blast

Powder Coating

Anodizing

Chromate Conversion

Electroplating

Wet Paint and CED
Case Study
Yijin Solution’s precision machining capabilities solved our bottleneck of the past six months. The tolerance stability of ±0.001 mm and a delivery cycle of 2.4 weeks increased our etching equipment capacity by 30%, and the consistency of the DLC coating directly extended the electrode’s lifespan.

⚑ Challenge
Vextron needed 7075-T6 aluminum Precision Electrode Holders with ±0.001 mm tolerance and a uniform DLC coating for plasma etching equipment. Previous suppliers capped out at ±0.003 mm, with 8% defect rates, inconsistent coating thickness, and 12-week lead times stalling the assembly line.
✓ Solution
Yijin deployed a four-stage protocol pairing DMG MORI five-axis machining with PCD micro-cutting, a custom vacuum-and-pin fixture, and a roughing, aging, finishing stress-relief cycle. A proprietary DLC coating process held film deviation within ±0.2 μm while Zeiss CMM inspection verified every batch.
Yijin’s ±0.003 mm precision control and low-temperature stress relief technology completely resolved our challenges. Nearly 800 delivered parts have a 100% inspection pass rate and show zero deformation in the simulated space environment of -180 °C to +150 °C.

⚑ Challenge
Thales Alenia Space needed aerospace sheet metal parts held to ±0.005 mm to survive vacuum, extreme temperatures, and radiation. Previous suppliers stalled at ±0.01 mm with yields below 85%, driving rework, deformation failures, and 30% schedule overruns.
✓ Solution
Yijin deployed five-axis machining, viscous soft mold forming for titanium, and liquid nitrogen stress relief, backed by AS9100D quality control and AI-optimized parameters. The system stabilized ±0.003 mm tolerances across titanium and 7075 aluminum components.
Working with Yijin Solution on the CNC machining of these robot parts exceeded our expectations. They achieved tight dimensional tolerances and delivered 20% faster than we anticipated, significantly improving the assembly compatibility of our robot products.

⚑ Challenge
Figure AI needed micron-level precision and batch consistency for core robot joint components. Previous suppliers couldn’t hold tolerances, leaving scrap rates above 20% and delaying production.
✓ Solution
Yijin Solution deployed five-axis CNC machining on 7075-T651 aluminum with SPC-monitored quality control, holding ±0.005 mm tolerances across mass production in a Class 10,000 cleanroom.
Yijin Solution’s precision machining capabilities solved our bottleneck of the past six months. The tolerance stability of ±0.001 mm and a delivery cycle of 2.4 weeks increased our etching equipment capacity by 30%, and the consistency of the DLC coating directly extended the electrode’s lifespan.
⚑ Challenge
Vextron needed 7075-T6 aluminum Precision Electrode Holders with ±0.001 mm tolerance and a uniform DLC coating for plasma etching equipment. Previous suppliers capped out at ±0.003 mm, with 8% defect rates, inconsistent coating thickness, and 12-week lead times stalling the assembly line.
✓ Solution
Yijin deployed a four-stage protocol pairing DMG MORI five-axis machining with PCD micro-cutting, a custom vacuum-and-pin fixture, and a roughing, aging, finishing stress-relief cycle. A proprietary DLC coating process held film deviation within ±0.2 μm while Zeiss CMM inspection verified every batch.
Yijin’s ±0.003 mm precision control and low-temperature stress relief technology completely resolved our challenges. Nearly 800 delivered parts have a 100% inspection pass rate and show zero deformation in the simulated space environment of -180 °C to +150 °C.
⚑ Challenge
Thales Alenia Space needed aerospace sheet metal parts held to ±0.005 mm to survive vacuum, extreme temperatures, and radiation. Previous suppliers stalled at ±0.01 mm with yields below 85%, driving rework, deformation failures, and 30% schedule overruns.
✓ Solution
Yijin deployed five-axis machining, viscous soft mold forming for titanium, and liquid nitrogen stress relief, backed by AS9100D quality control and AI-optimized parameters. The system stabilized ±0.003 mm tolerances across titanium and 7075 aluminum components.
Working with Yijin Solution on the CNC machining of these robot parts exceeded our expectations. They achieved tight dimensional tolerances and delivered 20% faster than we anticipated, significantly improving the assembly compatibility of our robot products.
⚑ Challenge
Figure AI needed micron-level precision and batch consistency for core robot joint components. Previous suppliers couldn’t hold tolerances, leaving scrap rates above 20% and delaying production.
✓ Solution
Yijin Solution deployed five-axis CNC machining on 7075-T651 aluminum with SPC-monitored quality control, holding ±0.005 mm tolerances across mass production in a Class 10,000 cleanroom.

Get a quote
Upload your 3D model, 2D drawing, or sample part. Receive a tooling and unit-price quote within 24 hours.
Production
Our engineering team runs a DFM review, then builds the die. First-shot samples are inspected before full production release.
Quality control
Every batch is checked against your drawing using CMM inspection, X-ray for internal porosity on critical parts, and mechanical testing where specified.

Delivery
Castings ship with dimensional inspection reports, material certificates, and where applicable, salt spray and hardness results. Express air freight is available for first articles and time-critical orders.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






















CMM, X-ray, spectrometers, and mechanical testers verify every critical batch. Cast features hold ±0.05 mm, machined features hold ±0.02 mm, and First Article Inspection reports are standard on all new programs.
Tooling in 25 to 35 days, first articles within 3 to 7 days after tool sign-off, and production shipments in 2 to 4 weeks. Hot chamber, cold chamber, machining, and plating operate under one roof without supplier handoffs.
From bridge runs of 500 parts to production programs of 500,000 or more per year, every order runs on the same presses and goes through the same inspection standards. Volume doesn't change the quality gates.
Your prototype castings come out of the same die and the same press as your production parts. No re-qualification, no new vendor onboarding, and no process variation when you scale from pilot to volume.

Aluminum A380, A356, A413, ADC12, zinc Zamak 3 and ZA-27, magnesium AZ91D, and copper-based alloys cast under one roof. Every heat ships with spectrographic analysis and mill certificates.
Tooling is priced directly from the factory, with no middleman margins. Before cutting begins, our engineering team reviews your drawing to identify any design changes that could reduce cavity count, cycle time, or per-part cost.

Types of Mechanical Threads
Threads are basically helical ridges that get machined onto cylindrical or conical surfaces. They’re pretty ingenious – they convert rotational
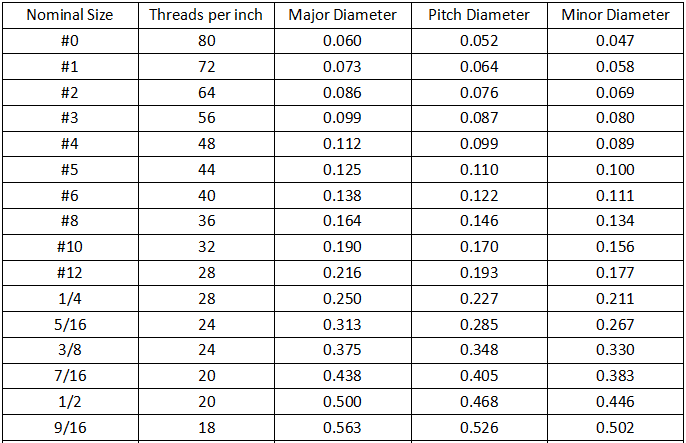
Complete Thread Size Chart Guide: Understanding All Standards and Applications
Threaded components have accurate specifications for assembly integrity and performance. We have put together this thread size chart to help

Types of Rivets And Their Applications
Rivets are permanent mechanical fasteners used to join materials. Common types include solid, blind, tubular, split, shoulder, drive, self-piercing, and