
Join 3000+ companies who work with Yijin Solution






FDM (Fused Deposition Modeling)
Industrial FDM systems extrude ABS, ASA, PC, and ULTEM thermoplastics at 392–752 °F through heated nozzles. Build volumes up to 300 × 300 × 300 mm. Used for functional prototypes, jigs, tooling, and flame-retardant aerospace components in ULTEM 9085 and ULTEM 1010.
SLA (Stereolithography)
SLA printers cure liquid photopolymer resin with UV lasers at 355 to 405 nm. Layer heights from 0.025 mm deliver surface finishes of Ra 0.8 to 1.6 μm straight off the printer. Used for visual prototypes, master patterns, dental and jewelry masters, and parts needing fine detail.
SLS (Selective Laser Sintering)
SLS fuses nylon powder with a CO₂ laser layer by layer. Produces isotropic mechanical properties with no support structures, enabling complex internal geometries and living hinges. Nylon 12 and glass-filled nylon are the standard materials, with additional options available on request..
MJF (Multi Jet Fusion)
HP's Multi Jet Fusion process jets fusing and detailing agents onto a bed of nylon powder, then uses infrared energy to fuse each layer. It produces parts faster than SLS, with a flexural modulus of 1,200 MPa, making it well suited to low-volume production and functional end-use components.
Metal 3D Printing (DMLS / SLM)
Direct Metal Laser Sintering and Selective Laser Melting fuse metal powder with 200 to 400 W fiber lasers. Aluminum AlSi10Mg, Titanium Ti6Al4V, Stainless Steel 316L, and Inconel 718 available. Parts achieve 460+ MPa ultimate tensile strength at 99.5%+ density.
Post-Processing and Finishing
Bead blasting, vapor smoothing, dyeing, spray painting, and post-machining applied in-house. We also combine 3D printing with CNC finishing for tight-tolerance features like bearing bores, sealing surfaces, and threaded holes.


As-Printed and Support Removal

Bead Blasting

Vapor Smoothing

Dyeing (SLS and MJF Nylon)

Spray Painting and Primer

Post-Machining
Case Study
Yijin Solution’s precision machining capabilities solved our bottleneck of the past six months. The tolerance stability of ±0.001 mm and a delivery cycle of 2.4 weeks increased our etching equipment capacity by 30%, and the consistency of the DLC coating directly extended the electrode’s lifespan.

⚑ Challenge
Vextron needed 7075-T6 aluminum Precision Electrode Holders with ±0.001 mm tolerance and a uniform DLC coating for plasma etching equipment. Previous suppliers capped out at ±0.003 mm, with 8% defect rates, inconsistent coating thickness, and 12-week lead times stalling the assembly line.
✓ Solution
Yijin deployed a four-stage protocol pairing DMG MORI five-axis machining with PCD micro-cutting, a custom vacuum-and-pin fixture, and a roughing, aging, finishing stress-relief cycle. A proprietary DLC coating process held film deviation within ±0.2 μm while Zeiss CMM inspection verified every batch.
Yijin’s ±0.003 mm precision control and low-temperature stress relief technology completely resolved our challenges. Nearly 800 delivered parts have a 100% inspection pass rate and show zero deformation in the simulated space environment of -180 °C to +150 °C.

⚑ Challenge
Thales Alenia Space needed aerospace sheet metal parts held to ±0.005 mm to survive vacuum, extreme temperatures, and radiation. Previous suppliers stalled at ±0.01 mm with yields below 85%, driving rework, deformation failures, and 30% schedule overruns.
✓ Solution
Yijin deployed five-axis machining, viscous soft mold forming for titanium, and liquid nitrogen stress relief, backed by AS9100D quality control and AI-optimized parameters. The system stabilized ±0.003 mm tolerances across titanium and 7075 aluminum components.
Working with Yijin Solution on the CNC machining of these robot parts exceeded our expectations. They achieved tight dimensional tolerances and delivered 20% faster than we anticipated, significantly improving the assembly compatibility of our robot products.

⚑ Challenge
Figure AI needed micron-level precision and batch consistency for core robot joint components. Previous suppliers couldn’t hold tolerances, leaving scrap rates above 20% and delaying production.
✓ Solution
Yijin Solution deployed five-axis CNC machining on 7075-T651 aluminum with SPC-monitored quality control, holding ±0.005 mm tolerances across mass production in a Class 10,000 cleanroom.
Yijin Solution’s precision machining capabilities solved our bottleneck of the past six months. The tolerance stability of ±0.001 mm and a delivery cycle of 2.4 weeks increased our etching equipment capacity by 30%, and the consistency of the DLC coating directly extended the electrode’s lifespan.
⚑ Challenge
Vextron needed 7075-T6 aluminum Precision Electrode Holders with ±0.001 mm tolerance and a uniform DLC coating for plasma etching equipment. Previous suppliers capped out at ±0.003 mm, with 8% defect rates, inconsistent coating thickness, and 12-week lead times stalling the assembly line.
✓ Solution
Yijin deployed a four-stage protocol pairing DMG MORI five-axis machining with PCD micro-cutting, a custom vacuum-and-pin fixture, and a roughing, aging, finishing stress-relief cycle. A proprietary DLC coating process held film deviation within ±0.2 μm while Zeiss CMM inspection verified every batch.
Yijin’s ±0.003 mm precision control and low-temperature stress relief technology completely resolved our challenges. Nearly 800 delivered parts have a 100% inspection pass rate and show zero deformation in the simulated space environment of -180 °C to +150 °C.
⚑ Challenge
Thales Alenia Space needed aerospace sheet metal parts held to ±0.005 mm to survive vacuum, extreme temperatures, and radiation. Previous suppliers stalled at ±0.01 mm with yields below 85%, driving rework, deformation failures, and 30% schedule overruns.
✓ Solution
Yijin deployed five-axis machining, viscous soft mold forming for titanium, and liquid nitrogen stress relief, backed by AS9100D quality control and AI-optimized parameters. The system stabilized ±0.003 mm tolerances across titanium and 7075 aluminum components.
Working with Yijin Solution on the CNC machining of these robot parts exceeded our expectations. They achieved tight dimensional tolerances and delivered 20% faster than we anticipated, significantly improving the assembly compatibility of our robot products.
⚑ Challenge
Figure AI needed micron-level precision and batch consistency for core robot joint components. Previous suppliers couldn’t hold tolerances, leaving scrap rates above 20% and delaying production.
✓ Solution
Yijin Solution deployed five-axis CNC machining on 7075-T651 aluminum with SPC-monitored quality control, holding ±0.005 mm tolerances across mass production in a Class 10,000 cleanroom.

Get a quote
Upload your STEP, STL, IGES, or SLDPRT file. Receive an instant quote with material options and lead times.
Production
Our engineering team reviews your file for printability, suggests orientation and material, and schedules your build on the appropriate machine.
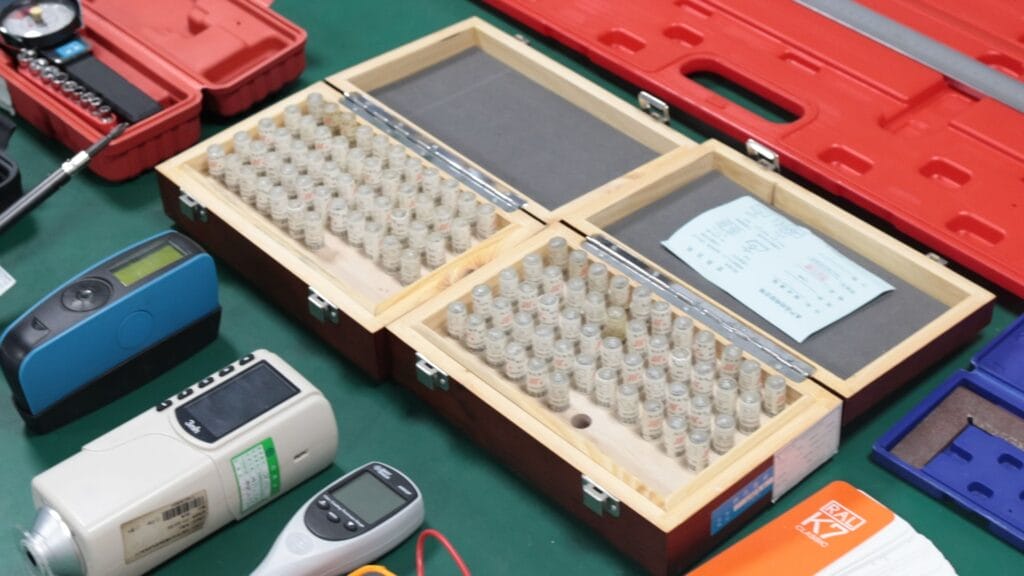
Quality control
Every part is inspected against your drawing with calipers, 3D scanning, and CMM inspection where tighter tolerances are required. Support removal and finishing are verified before packing.

Delivery
Parts ship with dimensional reports, material certificates, and photos on request. Express air freight is available for time-sensitive prototype orders.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
















Calibrated printers, 3D scanning, and CMM inspection verify every batch. General tolerances of ±0.2 mm and ±0.025 mm on post-machined features. Material certificates and first-article inspection reports are standard on production runs.
Prototypes ship in 3 to 7 business days and production batches in 2 to 4 weeks. Five print technologies plus in-house post-processing eliminate supplier handoffs and courier delays between steps.
No minimum order quantity. Single-piece prototypes and 1,000-unit low-volume runs go through the same printers and inspection standards. Volume does not change quality gates.
Your prototype and production parts come off the same printers with the same material lots. No re-qualification when you scale from a visual model to a serialized end-use batch.

Over 50 engineering-grade materials in stock: ABS, ULTEM, PC, nylon, glass-filled nylon, standard and specialty resins, aluminum AlSi10Mg, titanium Ti6Al4V, 316L stainless, and Inconel 718. Every lot is traceable.
Direct factory pricing without broker margins. Our DFAM (Design for Additive Manufacturing) review identifies orientation and geometry changes that cut print time, reduce support material, and lower per-part cost.

Types of Mechanical Threads
Threads are basically helical ridges that get machined onto cylindrical or conical surfaces. They’re pretty ingenious – they convert rotational
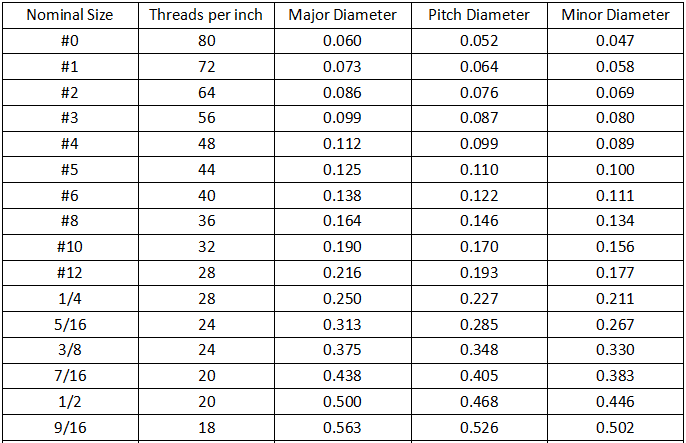
Complete Thread Size Chart Guide: Understanding All Standards and Applications
Threaded components have accurate specifications for assembly integrity and performance. We have put together this thread size chart to help

Types of Rivets And Their Applications
Rivets are permanent mechanical fasteners used to join materials. Common types include solid, blind, tubular, split, shoulder, drive, self-piercing, and