
Join 3000+ companies who work with Yijin Solution







As-Cut (Q3 to Q5)

Deburring and Edge Smoothing

Q1 to Q2 Precision Edge

Powder Coating

Passivation and Plating

Edge Sealing for Composites

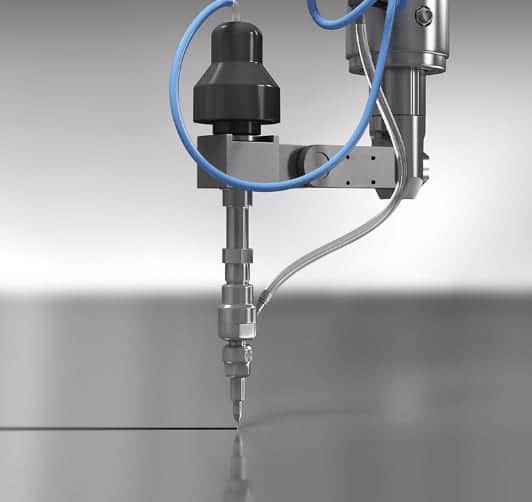
Pure Water Jet Cutting
A 0.1 to 0.3 mm diameter water stream at 60,000+ psi with no abrasive. Used for soft and thin materials: rubber, foam, gaskets, food products, thin plastics, and fabric. Cut speed is high, kerf is narrow, and the work area stays clean. Not suitable for metals or hard materials.
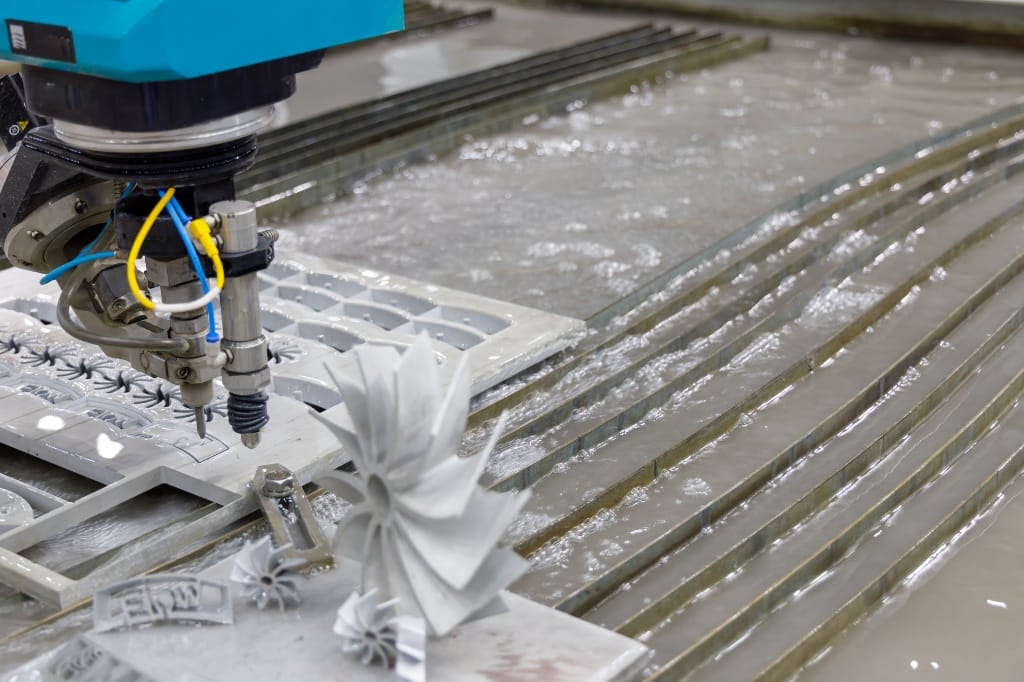
Abrasive Waterjet Cutting
Water stream mixed with garnet abrasive at 80,000 to 90,000 psi. The abrasive does the cutting; water accelerates it. Standard for all metal cutting (steel, aluminum, titanium, copper, Inconel), composites, stone, ceramic, and glass from 1 to 200 mm thick. Kerf width 0.75 to 1.5 mm depending on the nozzle.

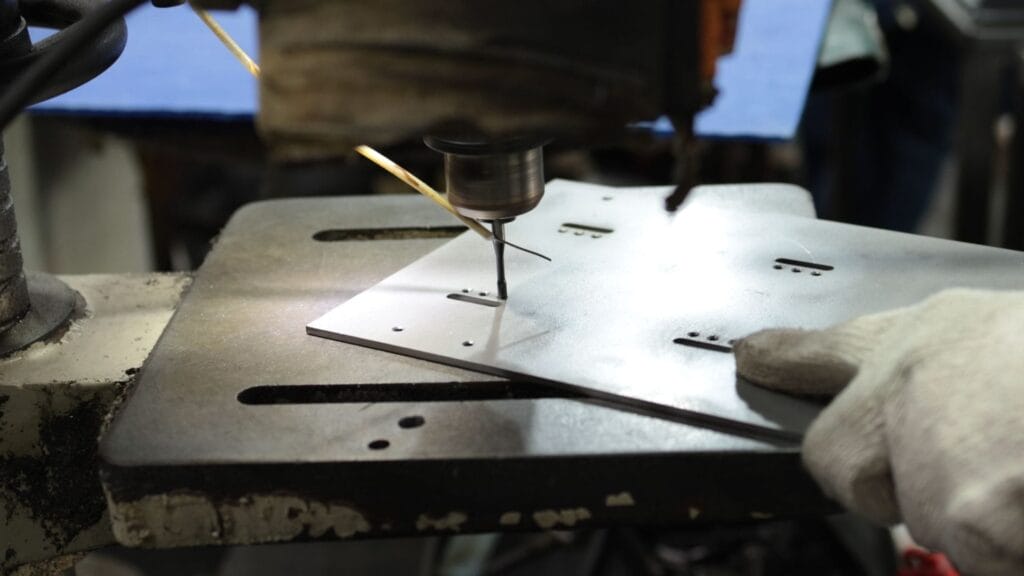
5-Axis Waterjet Cutting
A 5-axis cutting head that tilts the nozzle during the cut. Used to compensate for the natural taper of a waterjet kerf on thick material, and to produce 3D features like beveled edges, chamfers, and angled cuts for weld preparation. Essential for thick plate where a square-edge tolerance matters.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}


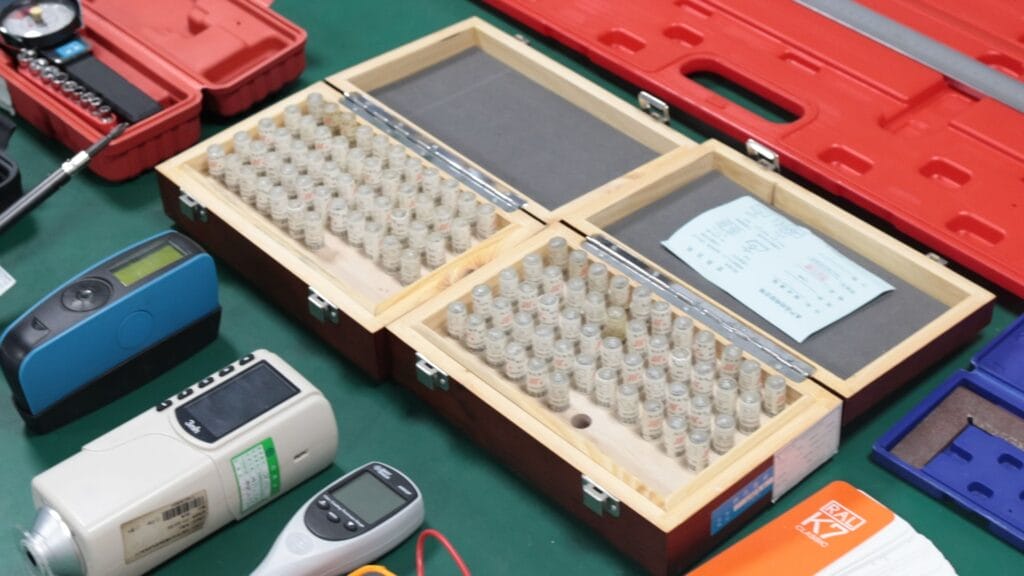
Zeiss CMMs, laser interferometers, and optical comparators verify every critical batch. Parts hold ±0.05 mm typical and ±0.02 mm on 5-axis programs. First Article Inspection and PPAP Level 3 documentation are standard on production runs.
Prototypes ship in 3 to 7 business days and production shipments in 2 to 4 weeks. Waterjet systems plus in-house deburring, bending, and welding keep parts moving without supplier handoffs.
Single-piece prototypes and production runs of 100,000+ parts go through the same machines and the same inspection standards. No minimum order quantity. Volume does not change quality gates.
Your prototype and production parts come off the same machines with the same program. No re-qualification, no new vendor onboarding, and no process variation when you scale from validation to volume.

Metals from steel to Inconel, composites from carbon fiber to honeycomb, plus stone, ceramic, glass, rubber, and plastic. One machine, almost any material, zero heat input on every cut.
Direct factory pricing without broker margins. Our engineering team reviews your drawing before programming starts to identify nesting, pressure-profile, and finish optimizations that reduce cycle time and per-part cost.

Types of Mechanical Threads
Threads are basically helical ridges that get machined onto cylindrical or conical surfaces. They’re pretty ingenious – they convert rotational
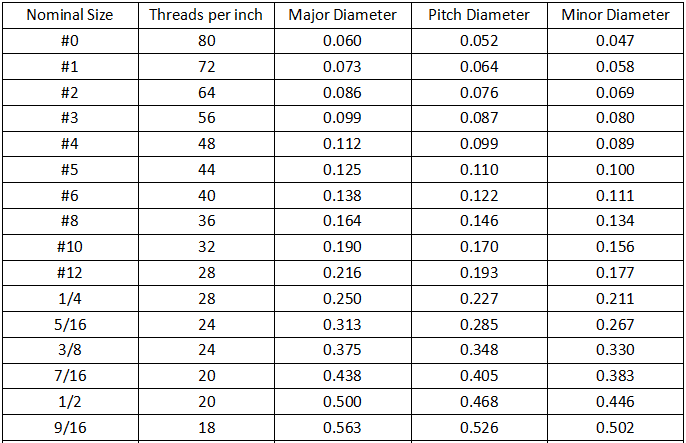
Complete Thread Size Chart Guide: Understanding All Standards and Applications
Threaded components have accurate specifications for assembly integrity and performance. We have put together this thread size chart to help

Types of Rivets And Their Applications
Rivets are permanent mechanical fasteners used to join materials. Common types include solid, blind, tubular, split, shoulder, drive, self-piercing, and