
Формат инструкции G94
1. Формат: G94X (U) _Z (W) _R_ F_
(1) Инструктивная функция: реализовать цикл торцевого резания и цикл торцевого резания с конусом. Инструмент стартует из начальной точки цикла, следует по маршруту инструмента, показанному на рисунке выше, и, наконец, возвращается в начальную точку цикла. Пунктирная линия на рисунке означает быстрое перемещение в соответствии с R, а сплошная линия перемещается со скоростью подачи, заданной F.
(2) Инструкция: X и Z - значение координат конечной точки торцевого резания; U и W - компоненты координат конечной точки торцевого резания относительно начальной точки цикла; R - приращение координат перемещения в направлении оси z от начальной точки торцевого резания до конечной точки резания, то есть значение координат Z начальной точки резания минус значение координат Z конечной точки резания; F - скорость подачи.
(3) Подходит для обработки деталей: большой радиальный размер, малый осевой размер длинного диаметра небольших дисковых деталей.
2. Расчет R-значения
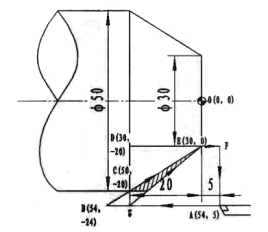
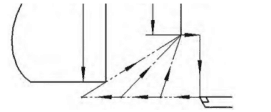
Как показано на рисунке ниже, начальная точка цикла - A (54,5) R= (zc-ze) /2= (-20-0) =-20, а ошибка программы записана как G00X54Z5; G94x30z0r-20f0.1, ошибка заключается в том, что данная программа не учитывает фактическую начальную точку цикла программирования. При обработке траектория движения инструмента составляет A→G→E→F→A, что приводит к явлению подрезания, в результате чего конусность обработанного конуса не соответствует требованиям чертежа. Подрезающая часть - это линия сечения, показанная на следующем рисунке. Если программа G00X50Z5; G94x30z0r-20f0.1, то после обработки конус соответствует требованиям чертежа. Однако при фактической обработке, поскольку G94 командует первое действие
Следовательно, значение координаты X начальной точки цикла должно быть больше 50. Таким образом, координата X начальной точки цикла должна учитываться при расчете значения R.
Учитывая значение координаты X начальной точки цикла, точкой начала резания должна быть точка пересечения B (54, -24) линии расширения AG и линии расширения EC. Согласно формуле, R= Zb-ze =-24-0=-24, программа имеет вид G00X54Z5. G94x30z0r-24f0.1 Обработка, траектория движения инструмента A→B→E→F→A, после завершения обработки конусность заготовки и требования чертежа совпадают.
Маршрут двух ножей
(1) Конечная точка резания не изменяется, но изменяется R-значение
(2) При неизменном значении R-value меняется конечная точка резания.
Примечание:
Это видно из траектории цикла инструмента
(1) Если значение координаты X начальной точки цикла меньше или равно диаметру заготовки, произойдет столкновение ножей; если значение координаты X начальной точки цикла намного больше диаметра заготовки, произойдет много пустых перемещений.
(2) Если координата Z начальной точки цикла расположена внутри торца, то будет меньше касательной; если координата Z начальной точки цикла расположена далеко от торца, то будет много пустого хода.




