Format des instructions G94
1. Le format est le suivant : G94X (U) _Z (W) _R_ F_
(1) Fonction d'instruction : réaliser le cycle d'usinage de la face frontale et le cycle d'usinage de la face frontale avec cône. L'outil part du point de départ du cycle, suit la trajectoire indiquée dans la figure ci-dessus et revient finalement au point de départ du cycle. La ligne pointillée de la figure signifie que l'outil se déplace rapidement selon R, tandis que la ligne continue se déplace à la vitesse d'avance spécifiée par F.
(2) Instruction : X et Z représentent la valeur des coordonnées du point final de la découpe du plan ; U et W représentent les composantes des coordonnées de l'extrémité de la découpe de la face par rapport au point de départ du cycle ; R représente l'incrément des coordonnées du déplacement dans la direction de l'axe z du point de départ de la découpe de la face au point final de la découpe, c'est-à-dire la valeur des coordonnées Z du point de départ de la découpe moins la valeur des coordonnées Z du point final de la découpe ; F est la vitesse d'avance.
(3) Adapté au traitement des pièces : grandes dimensions radiales, petites dimensions axiales du long diamètre des petites pièces de disque.
2. Calcul de la valeur R
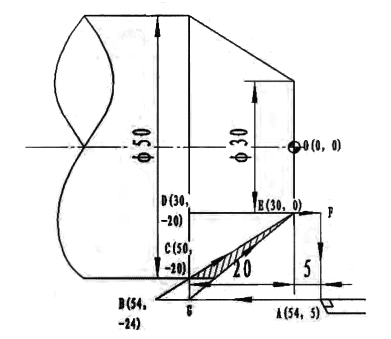
Comme le montre la figure ci-dessous, le point de départ de la boucle est A (54,5) R= (zc-ze) /2= (-20-0) =-20, et l'erreur de programme s'écrit G00X54Z5 ; G94x30z0r-20f0.1, l'erreur étant que ce programme ne tient pas compte du point de départ réel du cycle de programmation. Lors de l'usinage, la trajectoire de l'outil est A→G→E→F→A, ce qui entraîne un phénomène de contre-dépouille, et la conicité du cône usiné n'est pas conforme aux exigences du dessin. La partie en contre-dépouille est la ligne de section illustrée dans la figure suivante. Si le programme est G00X50Z5 ; G94x30z0r-20f0.1, après l'usinage, la conicité est conforme aux exigences du dessin. Cependant, dans le traitement réel, parce que G94 commande la première action
Par conséquent, la valeur X du point de départ du cycle doit être supérieure à 50. Par conséquent, la coordonnée X du point de départ du cycle doit être prise en compte dans le calcul de la valeur de R.
Compte tenu de la valeur de la coordonnée X du point de départ du cycle, le point de départ de la coupe doit être le point d'intersection B (54, -24) de la ligne d'extension de AG et de la ligne d'extension de EC. Selon la formule R= Zb-ze =-24-0=-24, le programme est G00X54Z5. G94x30z0r-24f0.1 Traitement, la trajectoire de l'outil est A→B→E→F→A, après l'achèvement du traitement, la conicité de la pièce et les exigences du dessin sont cohérentes.
Route des deux couteaux
(1) Le point final de la coupe reste inchangé, mais la valeur R change.
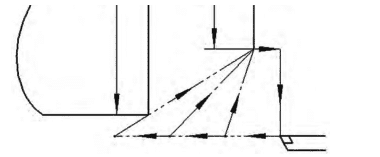
(2) Lorsque la valeur R reste inchangée, le point d'aboutissement de la coupe change.
Remarque :
On peut voir sur la trajectoire du cycle de l'outil
(1) Si la valeur de la coordonnée X du point de départ du cycle est inférieure ou égale au diamètre de l'ébauche, il y aura un couteau de collision ; si la valeur de la coordonnée X du point de départ du cycle est beaucoup plus grande que le diamètre de l'ébauche, il y aura beaucoup de déplacements à vide.
(2) Si la coordonnée Z du point de départ du cycle est située à l'intérieur de la face terminale, il y aura moins de tangente ; si la coordonnée Z du point de départ du cycle est située loin de la face terminale, il y aura beaucoup de déplacements à vide.