Join 3000+ companies who work with Yijin Solution







Mill Finish (As-Bent)

Deburring and Edge-Eased

Anodizing (Aluminum)

Revêtement par poudre

Hot-Dip Galvanizing and Plating

Brushing and Passivation

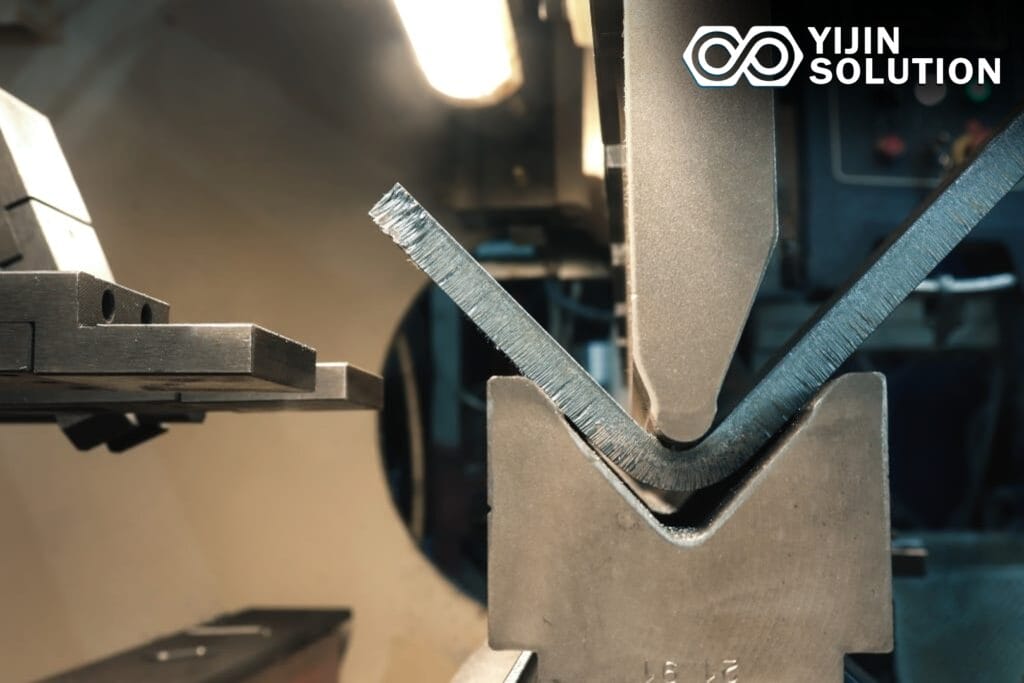
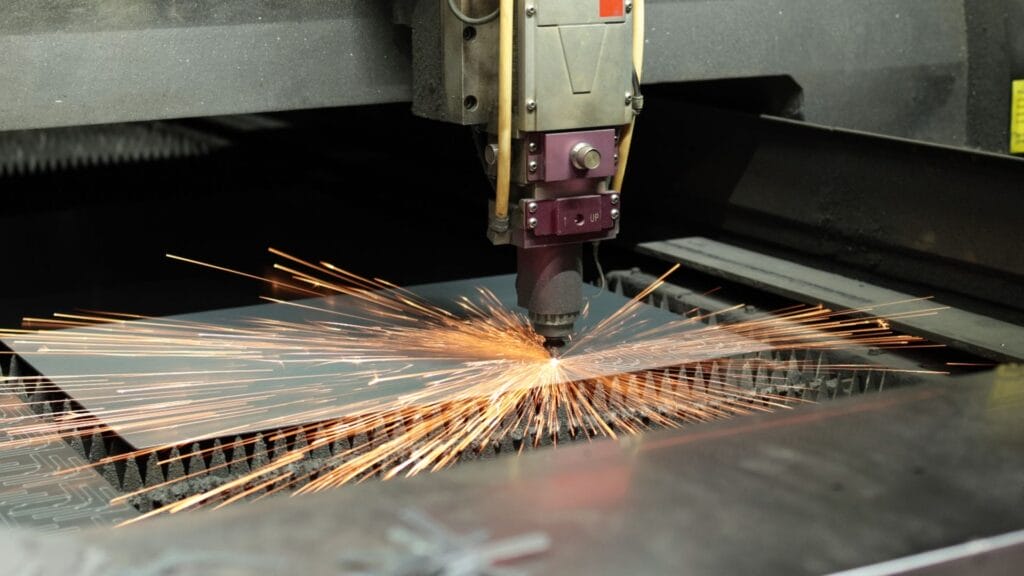
CNC Press Brake Bending
Punch-and-die bending for sheet and plate from 0.5 to 12 mm thick. Adaptive press brakes with laser angle measurement compensate for material variation in real time, holding bend angles to ±0.25°. Used for enclosures, brackets, channels, flanges, and any flat blank that needs angled features. The default process for 80 percent of bent parts.
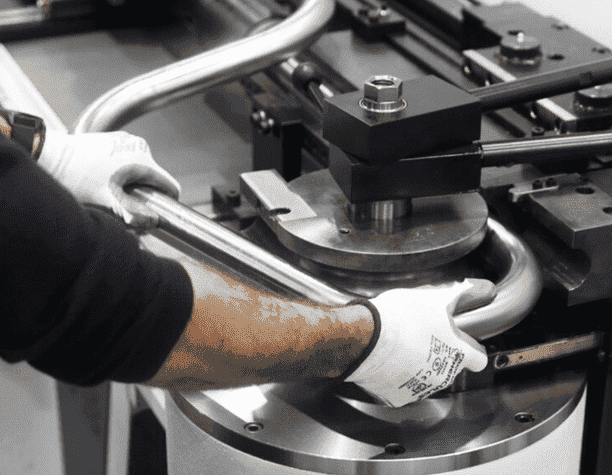
Tube and Profile Bending
Rotary draw and mandrel bending for round, square, and rectangular tubing from 6 to 100 mm in cross-section. Internal mandrels prevent wall collapse on tight-radius bends, holding centerline radius down to 1× tube diameter on aluminum and 1.5× on steel. Used for handrails, exhaust runs, roll cages, and structural tubular frames.
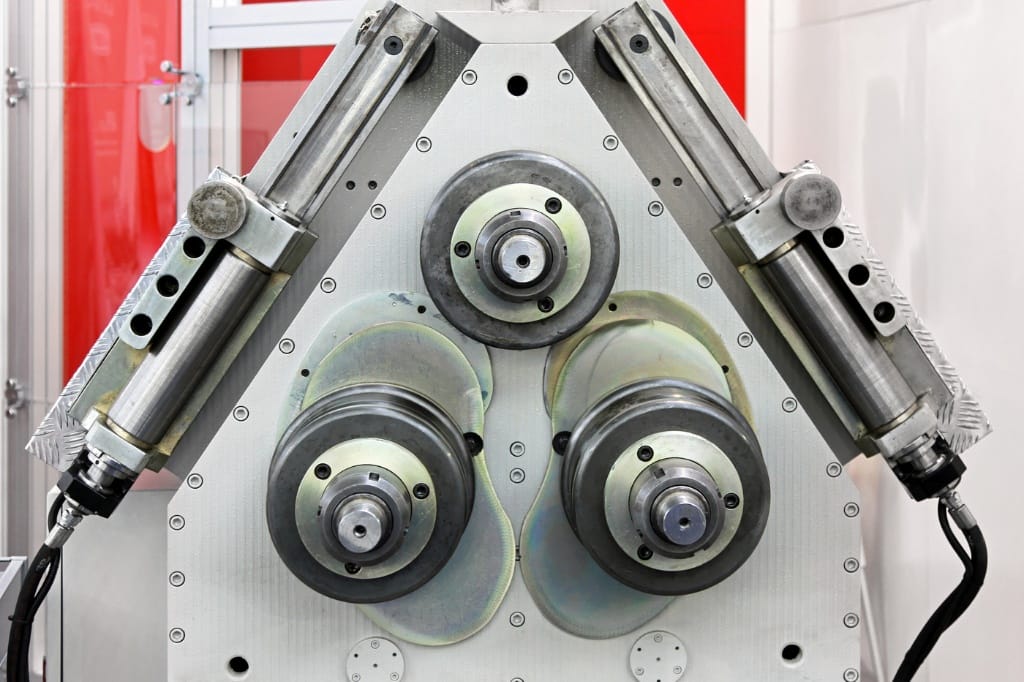
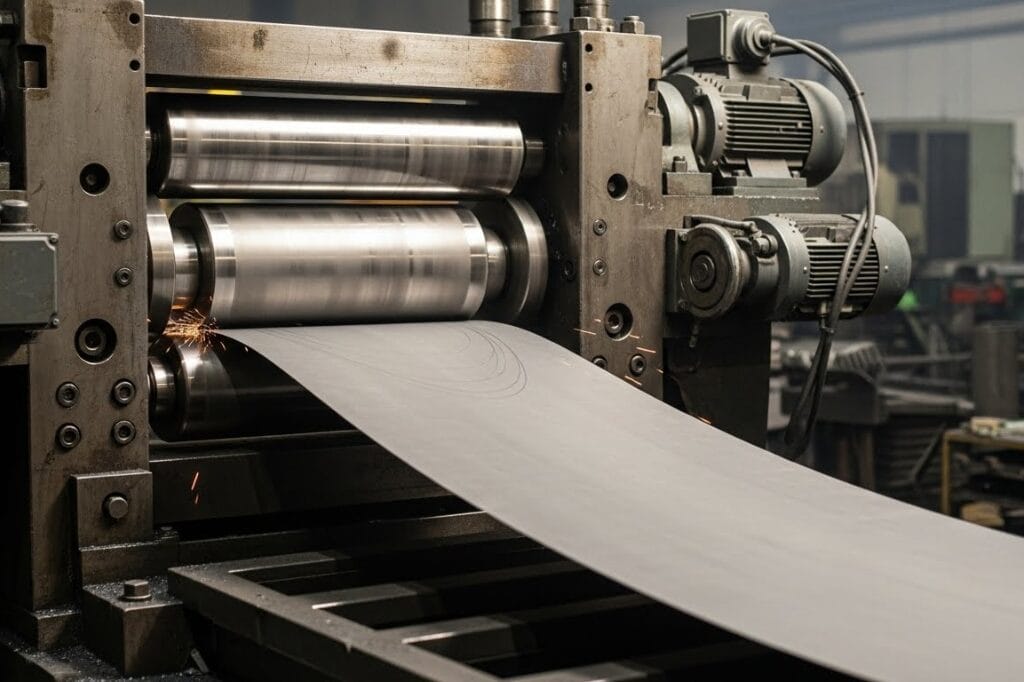
Roll Bending and Stretch Forming
Three-roll and four-roll bending for cylinders, cones, and large-radius arcs in plate and bar stock from 1 to 25 mm thick. Stretch forming clamps a sheet at its edges and pulls it over a form die, producing compound curves used in aerospace skin panels and architectural cladding. The right choice for long-radius bends and double-curvature parts that press brakes cannot reach.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

Zeiss CMMs, laser interferometers, and optical comparators verify every critical batch. Parts hold ±0.05 mm typical and ±0.02 mm on 5-axis programs. First Article Inspection and PPAP Level 3 documentation are standard on production runs.
Prototypes ship in 3 to 7 business days and production shipments in 2 to 4 weeks. Press brakes plus in-house cutting, welding, and finishing keep parts moving without supplier handoffs.
Single-piece prototypes and production runs of 100,000+ parts go through the same machines and the same inspection standards. No minimum order quantity. Volume does not change quality gates.
Your prototype and production parts come off the same press brakes with the same program. No re-qualification, no new vendor onboarding, and no process variation when you scale from validation to volume.

Press brake, rotary draw tube, mandrel tube, three-roll and four-roll plate bending, plus stretch forming on the same factory floor. One supplier handles flat sheet, tubular frames, and curved cylinders without splitting your bill of materials across vendors.
Direct factory pricing without broker margins. Our engineering team reviews your drawing before programming starts to identify bend sequence, tooling, and material adjustments that reduce setup time and per-part cost.

Types de filetages mécaniques
Threads are basically helical ridges that get machined onto cylindrical or conical surfaces. They’re pretty ingenious – they convert rotational
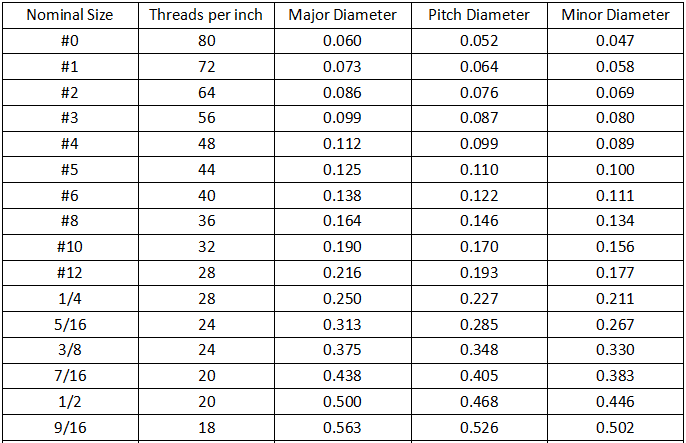
Guide complet du tableau des tailles de filets : Comprendre toutes les normes et applications
Threaded components have accurate specifications for assembly integrity and performance. We have put together this thread size chart to help

Types de rivets et leurs applications
Rivets are permanent mechanical fasteners used to join materials. Common types include solid, blind, tubular, split, shoulder, drive, self-piercing, and