

Название продукции: Направляющий вал
Он используется в машинах
Материал: нержавеющая сталь 316L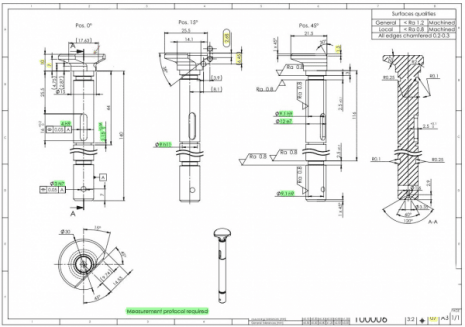 316L - это марка нержавеющей стали, AISI316L соответствует марке Соединенных Штатов, а SUS 316L - японской марке.
316L - это марка нержавеющей стали, AISI316L соответствует марке Соединенных Штатов, а SUS 316L - японской марке.
Химический компонент
C: ≤0.030, Si: ≤1.00, Mn: ≤2.00, S: ≤0.030, P: ≤0.045
Cr: 16.00~18.00, Ni: 10.00~14.00, Mo: 2.00~3.00
Устойчивость к коррозии:
Основное применение - химические свойства 316L, поэтому сталелитейные заводы предъявляют несколько меньшие требования к проверке поверхности 316L по сравнению с 304. Если клиенты предъявляют высокие требования, проверка поверхности должна быть усилена.
Механические свойства:
Прочность на разрыв σb (МПа):≥480
Предел текучести при смещении σ0.2 (МПа):≥177
Удлинение δ5 (%):≥40
Процентное сокращение площади ψ (%):≥60
Твердость: ≤187HB; ≤90HRB; ≤200HV
Плотность: 7,98 г/см3
Удельный тепловой коэффициент:(20℃0.502J/(g*K)
Технология обработки
Количество инструментов: 8 инструментов
Тип инструмента:
∅1,6 входное сверло, 45° круглый токарный инструмент, 2 мм пазовая фреза, 1 мм пазовая фреза, ∅2,8 сверло, ∅2,98 развертка, ∅3 стыковая фреза, ∅10 стыковая фреза
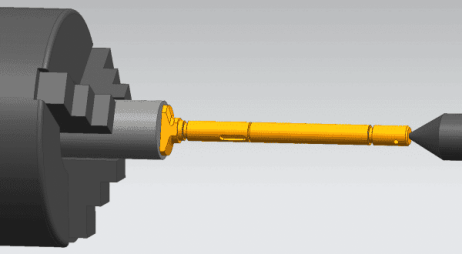
Согласно анализу чертежа детали, сложность этой детали заключается в части вращающегося корпуса и части поверхности и шпоночного паза 16×4×2,5. Необходимо завершить обработку этих деталей в одной и той же оснастке, чтобы обеспечить точность деталей, поэтому было решено, что детали должны быть использованы в токарный и фрезерный обрабатывающий центр для завершения обработки этой детали. Используйте размер центра ∅1,6-60° для обработки хвостовой части, чтобы обеспечить достаточную жесткость деталей.
Круглый токарный инструмент 45° и центровочное сверло ∅1,6 для обработки центрального отверстия ∅1,6-60°
Длина заготовки увеличивается до 180 мм, чтобы сделать ∅30-часть характерной, обеспечивая достаточное безопасное расстояние между шпинделем и захватом, чтобы избежать повреждения деталей и оборудования в результате столкновений во время обработки.
Используйте круглый токарный инструмент с углом 45° для черновой и чистовой обработки окружностей ∅30, ∅15 и ∅12e7.
Используйте фрезы 1 мм и 2 мм для обработки пазов размером ∅9,1h9*2,5 и ∅9h11*1,15.

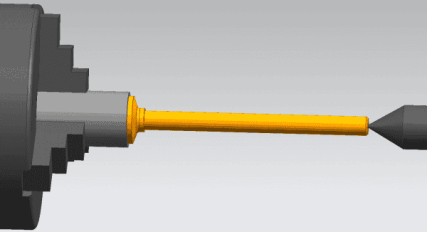
Используйте сверло ∅2,8 и развертку ∅2,98 для грубой и окончательной обработки отверстия 3N7. Используйте ∅3 стыковой фрезы обработки ключевой паз 16×4×2,5, а затем использовать ∅3 и ∅10 стыковой фрезы для продвижения обработки толщиной 25,5 мм, 21,5 мм, и R2 характеристики позиции. Затем отрезать общую длину частей с 2 мм паз фрезы и оставить запас 0,5 мм, наконец, превращая обработки общей длиной до 150 мм.
Пожалуйста, ознакомьтесь с готовыми деталями ниже:

Рекомендуется больше тематических исследований: Обработка с ЧПУ Детали




