Название продукта: Вал протектора
Применение: Он используется в аэрокосмической промышленности
Материал: 304 Нержавеющая сталь
Характеристики токарной обработки нержавеющей стали 304
Режущая сила большая
Твердость 304 аустенитной нержавеющей стали невысока (твердость ≤ 187Hbs), потому что она содержит много Cr, Ni, Mn и других элементов, и обладает хорошей пластичностью (процентное удлинение после разрушенияδ5≥40%, процентное уменьшение площади ψ≥60%). Она имеет большую пластическую деформацию в процессе резки, особенно при высокой температуре, может сохранять высокую прочность (прочность обычной стали значительно снижается при повышении температуры резки), что приведет к большой силе резки аустенитной нержавеющей стали AISI 304. При обычных условиях резки сила резания составляет до 2450 МПа для нержавеющей стали AISI 304, что более чем на 25% выше, чем для стали 45.
Тяжелая рабочая закалка
Нержавеющая сталь AISI 304 сопровождается очевидной пластической деформацией во время резки, решетка материала будет давать серьезные искажения. В то же время из-за стабильности дефектов структуры аустенита небольшая часть аустенита в этом процессе превращается в мартенсит. Кроме того, примесные соединения в аустените разлагаются под воздействием тепла в процессе резки, и дисперсные примеси образуют на поверхности закаленный слой, что делает явление упрочнения очень очевидным. После закалки прочность σb составляет более 1500 МПа, а глубина закаленного слоя - 0,1-0,3 мм.
Высокая локальная температура в зоне резания
Для нержавеющей стали AISI304 требуется большая сила резания, и стружку нелегко отрезать. В результате отделение стружки требует больше усилий. Режущая головка нержавеющей стали AISI 304 примерно на 50% выше, чем у низкоуглеродистой стали в нормальных условиях. Аустенитные нержавеющие стали обладают плохой теплопроводностью, теплопроводность нержавеющей стали AISI304 составляет 16,3-21,5 Вт/м-К, что составляет лишь одну треть от теплопроводности стали 45.
Поэтому температура в зоне резания выше (обычно тепло, отводимое стружкой в процессе резания, должно составлять более 70% от режущей головки). Большое количество тепла при резании концентрируется в зоне резания и на поверхности контакта "резец-стружка", а тепло, передаваемое инструменту, достигает 20% (при резке обычной углеродистой стали это значение составляет всего 9%). При одинаковых условиях резки температура резки нержавеющей стали AISI304 примерно на 200-300℃ выше, чем у стали 45.
Режущие инструменты подвержены износу от клея
Благодаря высокотемпературной прочности аустенитной нержавеющей стали, тенденция к упрочнению при обработке очень велика. Поэтому нагрузка при резании велика между аустенитной нержавеющей сталью и инструментом, и стружка значительно увеличивается из-за тенденции сродства между процессом резания и инструментом, и неизбежно возникают сцепление, диффузия и другие явления, и образуется "опухоль стружки", что приводит к износу адгезии инструмента. В частности, твердое включение, образованное небольшой частью карбида, ускоряет износ инструмента и даже вызывает разрушение лезвия, что значительно сокращает срок службы инструмента, а также влияет на качество поверхности обрабатываемых деталей.
Техника обработки
Количество инструментов: 5 инструментов
Тип инструмента: Центровочное сверло 2 мм, сверло из сплава 2 мм, токарный инструмент с углом 45°, инструмент для завинчивания винтов с углом 55°, отрезной инструмент 2 мм
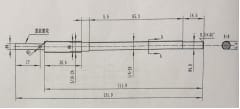
Производственные процедуры
1. Плоский торец, обработка 2 мм по центру.
2. Черновая и чистовая обточка круга ∅4 мм, ∅4,8 мм, ∅6 мм и размеры наружного диаметра для резьбы 5/16-24 и резьбы 1/4-28.
3. Обработка резьбы 1/4-28 и 5/16-24.
4. Толщина фрезерной обработки 5,4 мм.
5. Обработка сквозных отверстий ∅2 мм.

6. Обрежьте общую длину до 131,9 мм.
7. Штриховая накатка ∅4 мм. Поскольку резьбовой стержень слишком длинный и тонкий, прямая накатка приведет к прогибу деталей, деформации, неравномерной накатке и другим явлениям, поэтому для обработки мы выбрали специальное оборудование для накатки.
Пожалуйста, ознакомьтесь с готовыми деталями ниже