
Join 3000+ companies who work with Yijin Solution






Cold Heading Services
Our 150 cold heading machines produce bolts, screws, and rivets at high volumes with consistent dimensional accuracy. Multi-stage cold heading forms the head, shank, and any recesses in a single sequence without removing material, which reduces waste and per-part cost. Suitable for production runs from 10,000 to 1,000,000+ pieces.
CNC-Drehen Dienstleistungen
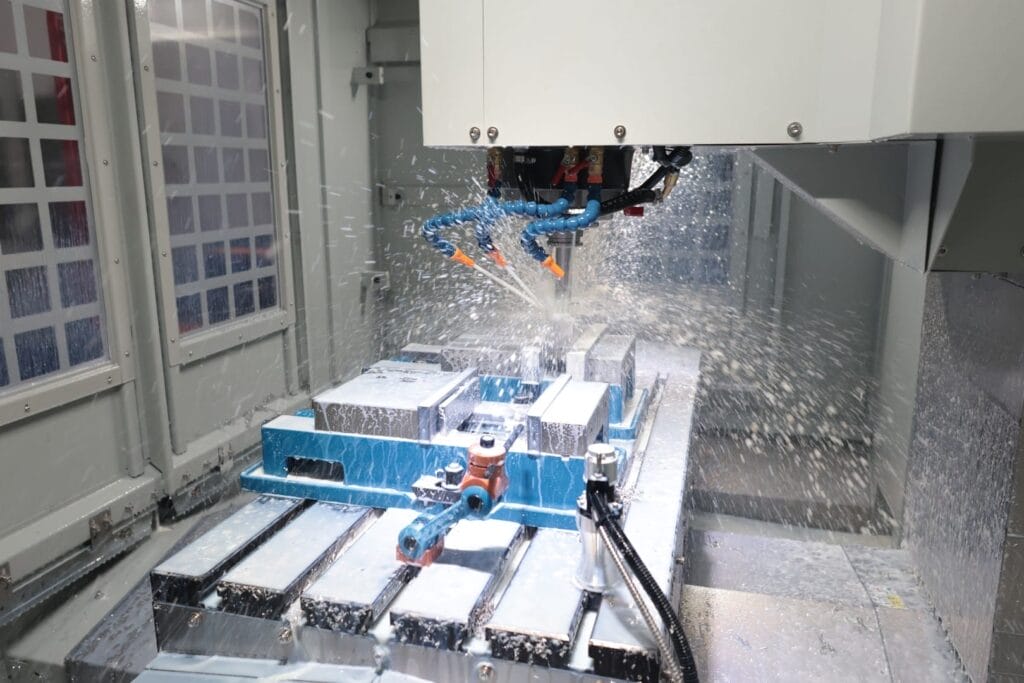
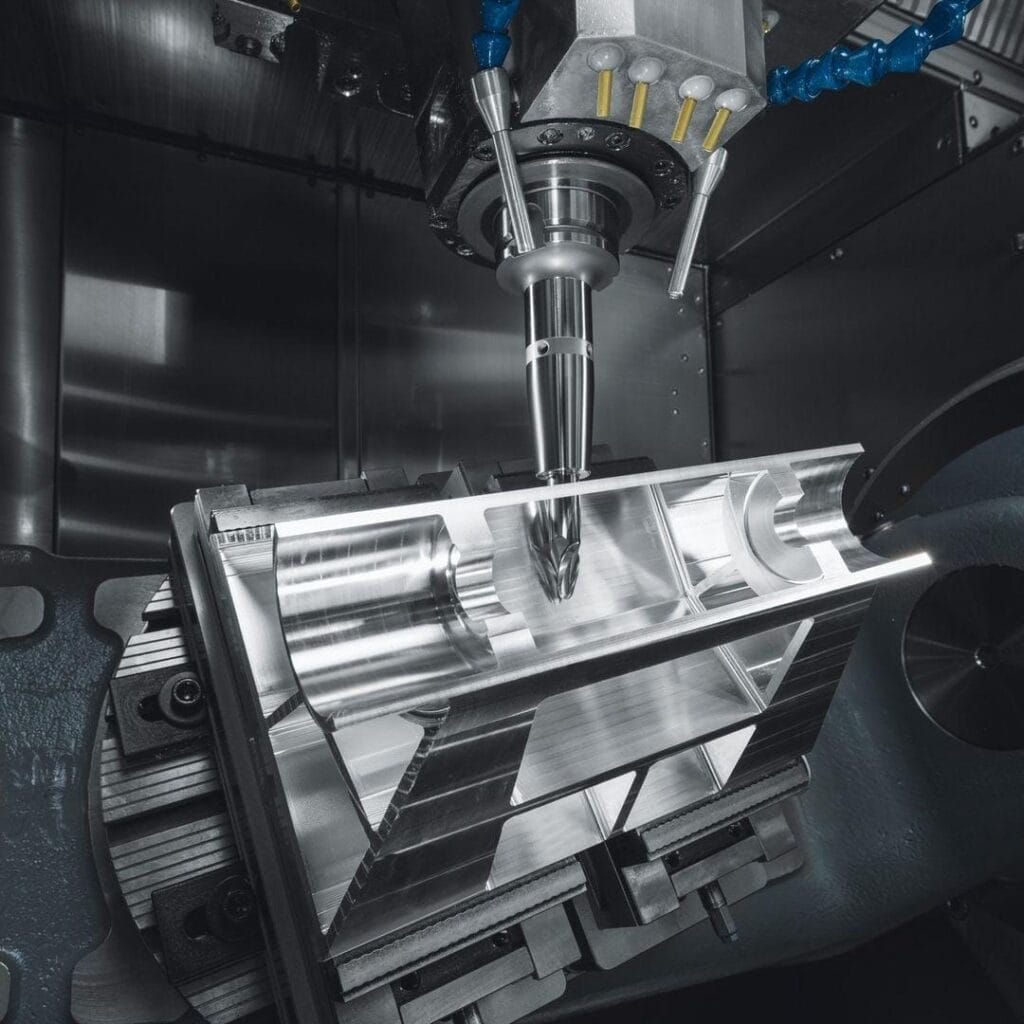
Our 278 CNC lathes and 80+ Swiss-type lathes machine custom fasteners with complex features that cold heading cannot produce. Use this process for parts with tight tolerances, unusual thread forms, or features such as stepped shanks, cross holes, and undercuts. Tolerances down to ±0.02 mm on diameter and ±0.05 mm on length.
Thread Rolling Services
Thread rolling forms threads by cold displacement rather than cutting. Rolled threads are stronger than cut threads because the grain flow is preserved, improving fatigue resistance. Available in metric (M1 to M36) and imperial (#0-80 to 1-8 UNC) thread forms. Standard tolerance classes 6g and 2A.
Tapping Services
Internal thread forming for nuts and threaded inserts. CNC tapping and rotary tapping machines produce threads from M1 to M36 metric and #0-80 to 1-8 UNC imperial. Tapping produces threads to Class 6H tolerance standard, with tighter Class 4H available for precision applications. Every tapped thread is verified with GO and NO-GO plug gauges.
Heat Treatment Services
In-house heat treatment produces fasteners to specified strength grades including SAE J429 Grades 2, 5, and 8, and ISO Property Classes 8.8, 10.9, and 12.9. Processes include quenching, tempering, carburizing, and induction hardening. Hardness testing on every batch with full documentation.
Plating and Finishing Services
Corrosion protection and surface finishing applied in-house. Zinc plating, electroless nickel, hot-dip galvanizing, black oxide, Dacromet, and chrome plating available. Salt spray test reports included with orders. ASTM F1941 and ISO 4042 plating standards supported.


Zinc Plating

Hot-Dip Galvanizing

Electroless Nickel Plating

Black Oxide

Dacromet and Geomet

Passivierung
Fallstudie
Yijin Solution’s precision machining capabilities solved our bottleneck of the past six months. The tolerance stability of ±0.001 mm and a delivery cycle of 2.4 weeks increased our etching equipment capacity by 30%, and the consistency of the DLC coating directly extended the electrode’s lifespan.

⚑ Challenge
Vextron needed 7075-T6 aluminum Precision Electrode Holders with ±0.001 mm tolerance and a uniform DLC coating for plasma etching equipment. Previous suppliers capped out at ±0.003 mm, with 8% defect rates, inconsistent coating thickness, and 12-week lead times stalling the assembly line.
✓ Solution
Yijin deployed a four-stage protocol pairing DMG MORI five-axis machining with PCD micro-cutting, a custom vacuum-and-pin fixture, and a roughing, aging, finishing stress-relief cycle. A proprietary DLC coating process held film deviation within ±0.2 μm while Zeiss CMM inspection verified every batch.
Yijin’s ±0.003 mm precision control and low-temperature stress relief technology completely resolved our challenges. Nearly 800 delivered parts have a 100% inspection pass rate and show zero deformation in the simulated space environment of -180 °C to +150 °C.

⚑ Challenge
Thales Alenia Space needed aerospace sheet metal parts held to ±0.005 mm to survive vacuum, extreme temperatures, and radiation. Previous suppliers stalled at ±0.01 mm with yields below 85%, driving rework, deformation failures, and 30% schedule overruns.
✓ Solution
Yijin deployed five-axis machining, viscous soft mold forming for titanium, and liquid nitrogen stress relief, backed by AS9100D quality control and AI-optimized parameters. The system stabilized ±0.003 mm tolerances across titanium and 7075 aluminum components.
Working with Yijin Solution on the CNC machining of these robot parts exceeded our expectations. They achieved tight dimensional tolerances and delivered 20% faster than we anticipated, significantly improving the assembly compatibility of our robot products.

⚑ Challenge
Figure AI needed micron-level precision and batch consistency for core robot joint components. Previous suppliers couldn’t hold tolerances, leaving scrap rates above 20% and delaying production.
✓ Solution
Yijin Solution deployed five-axis CNC machining on 7075-T651 aluminum with SPC-monitored quality control, holding ±0.005 mm tolerances across mass production in a Class 10,000 cleanroom.
Yijin Solution’s precision machining capabilities solved our bottleneck of the past six months. The tolerance stability of ±0.001 mm and a delivery cycle of 2.4 weeks increased our etching equipment capacity by 30%, and the consistency of the DLC coating directly extended the electrode’s lifespan.
⚑ Challenge
Vextron needed 7075-T6 aluminum Precision Electrode Holders with ±0.001 mm tolerance and a uniform DLC coating for plasma etching equipment. Previous suppliers capped out at ±0.003 mm, with 8% defect rates, inconsistent coating thickness, and 12-week lead times stalling the assembly line.
✓ Solution
Yijin deployed a four-stage protocol pairing DMG MORI five-axis machining with PCD micro-cutting, a custom vacuum-and-pin fixture, and a roughing, aging, finishing stress-relief cycle. A proprietary DLC coating process held film deviation within ±0.2 μm while Zeiss CMM inspection verified every batch.
Yijin’s ±0.003 mm precision control and low-temperature stress relief technology completely resolved our challenges. Nearly 800 delivered parts have a 100% inspection pass rate and show zero deformation in the simulated space environment of -180 °C to +150 °C.
⚑ Challenge
Thales Alenia Space needed aerospace sheet metal parts held to ±0.005 mm to survive vacuum, extreme temperatures, and radiation. Previous suppliers stalled at ±0.01 mm with yields below 85%, driving rework, deformation failures, and 30% schedule overruns.
✓ Solution
Yijin deployed five-axis machining, viscous soft mold forming for titanium, and liquid nitrogen stress relief, backed by AS9100D quality control and AI-optimized parameters. The system stabilized ±0.003 mm tolerances across titanium and 7075 aluminum components.
Working with Yijin Solution on the CNC machining of these robot parts exceeded our expectations. They achieved tight dimensional tolerances and delivered 20% faster than we anticipated, significantly improving the assembly compatibility of our robot products.
⚑ Challenge
Figure AI needed micron-level precision and batch consistency for core robot joint components. Previous suppliers couldn’t hold tolerances, leaving scrap rates above 20% and delaying production.
✓ Solution
Yijin Solution deployed five-axis CNC machining on 7075-T651 aluminum with SPC-monitored quality control, holding ±0.005 mm tolerances across mass production in a Class 10,000 cleanroom.

Angebot einholen
Upload your fastener drawing, sample, design file, or specification. Receive a quote within 24 hours.
Produktion
Our engineering team reviews your design for manufacturability, then schedules production on the appropriate line.
Qualitätskontrolle
Every batch is inspected against your drawing specifications using thread gauges, hardness testers, and optical measurement before packaging.

Lieferung
Fasteners ship with dimensional inspection reports, material certifications, and plating test results. Express shipping is available for time-sensitive orders.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






















Tensile testers, hardness testers, optical comparators, and GO/NO-GO thread gauges verify every batch. Fasteners hold tolerances to ±0.02 mm with First Article Inspection and PPAP Level 3 documentation standard on all orders.
Samples ship in 7 to 15 days and production orders in 10 to 20 days. 150 cold heading machines plus in-house threading, heat treatment, and plating keep parts moving without supplier handoffs.
No minimum order quantity. Prototype runs of 10 fasteners and production orders of 1,000,000+ pieces go through the same equipment and inspection standards.
Your prototype and production fasteners come from the same factory. No re-qualification, no new vendor onboarding, and no process variation when you scale from validation to volume.

Carbon steel, stainless steel, alloy steel, brass, aluminum, and titanium in standard strength grades. Every order ships with mill certificates and heat-lot traceability.
Direct factory pricing without broker margins. Our engineering team reviews your drawing before production to identify design changes that reduce material waste and processing time.

Arten von mechanischen Gewinden
Gewinde sind im Grunde schraubenförmige Rippen, die auf zylindrische oder konische Oberflächen gefräst werden. Sie sind ziemlich genial - sie wandeln Drehbewegungen
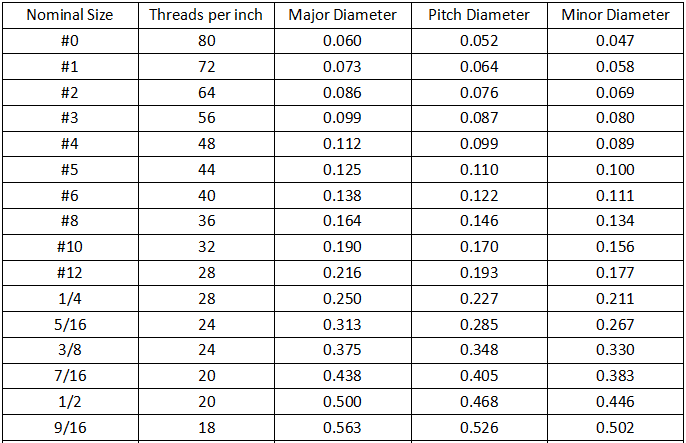
Vollständiger Leitfaden für Gewindegrößen: Alle Normen und Anwendungen verstehen
Gewindekomponenten haben genaue Spezifikationen für die Integrität und Leistung der Montage. Wir haben diese Tabelle für Gewindegrößen zusammengestellt, um Ihnen zu helfen

Arten von Nieten und ihre Anwendungen
Nieten sind dauerhafte mechanische Verbindungselemente, die zum Verbinden von Materialien verwendet werden. Zu den gängigen Typen gehören Vollnieten, Blindnieten, Rohrnieten, Spaltnieten, Schulternieten, Treibnieten, selbststanzende Nieten und