
Join 3000+ companies who work with Yijin Solution







As-Cut

Deburring and Edge Smoothing

Passivation (Stainless Steel)

Pulverbeschichtung

Beschichtung

Wet Paint and PVD

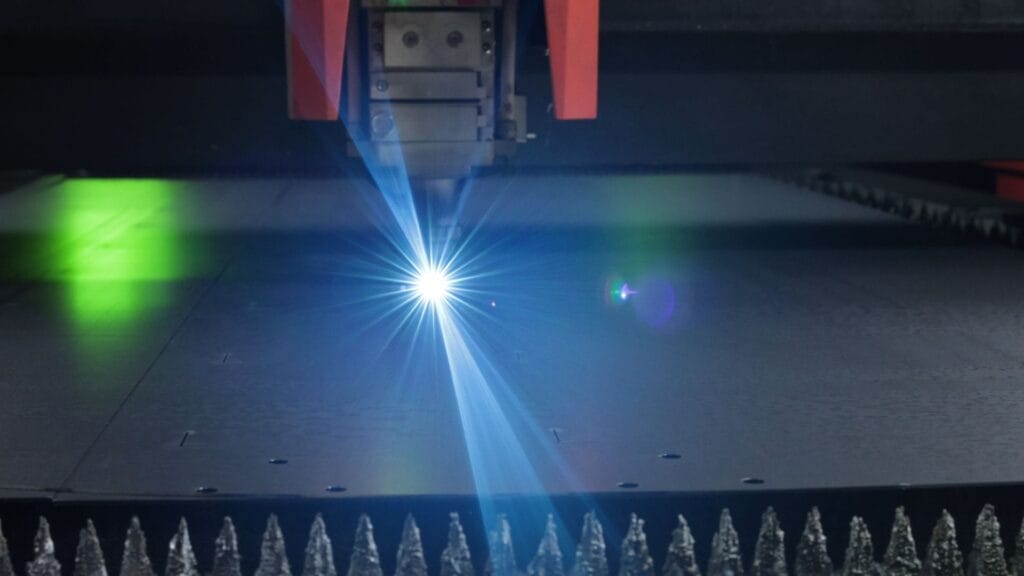
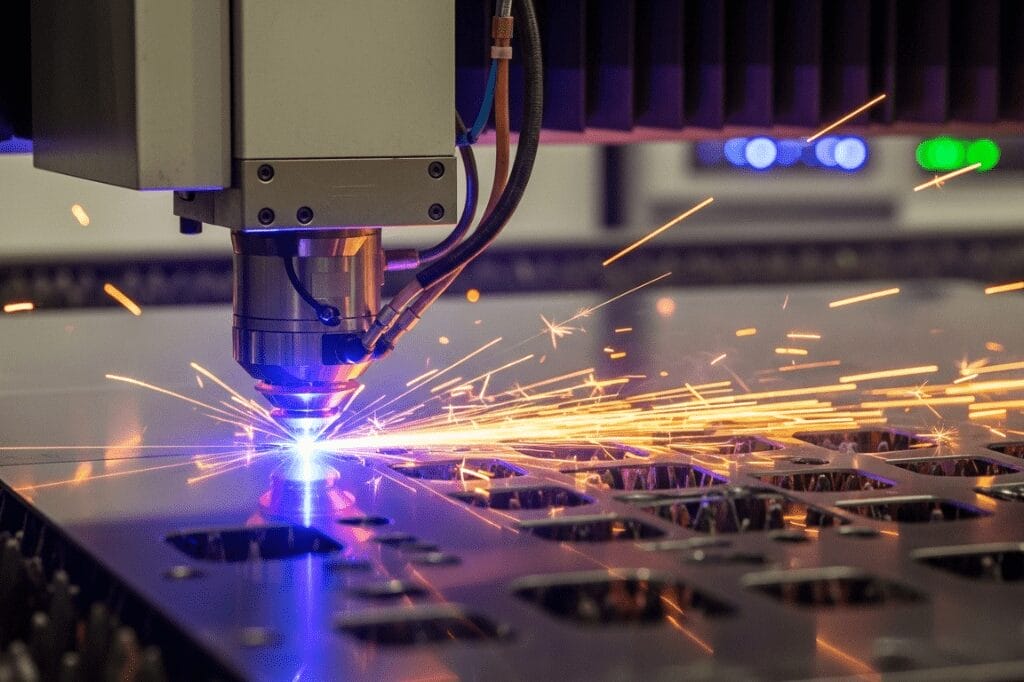
Faserlaserschneiden
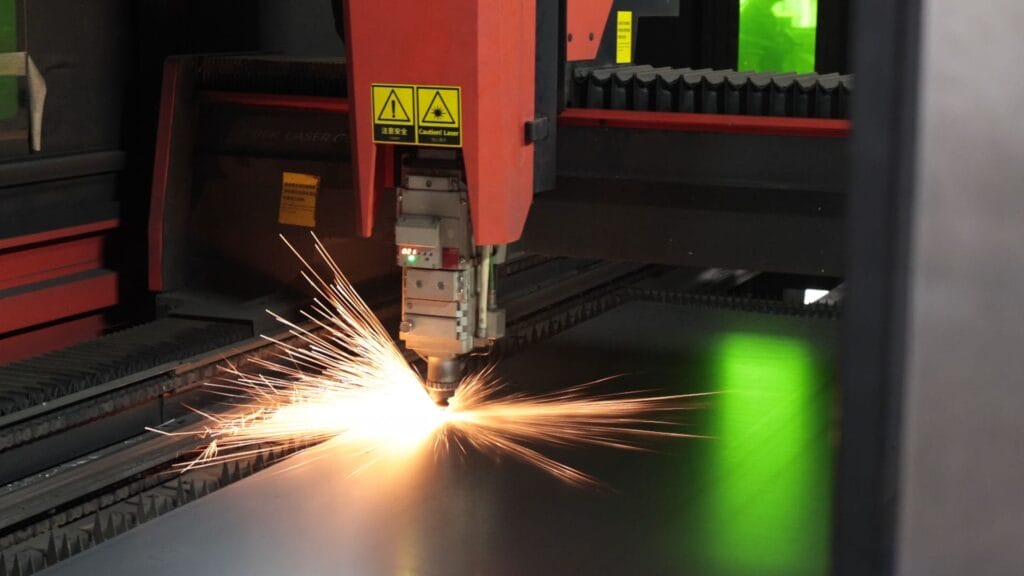
Fiber lasers generate a near-infrared beam at 1,064 nm from a solid-state fiber source. The wavelength is absorbed well by metals, which makes fiber the first choice for steel, stainless, aluminum, brass, and copper from 0.5 to 25 mm thick. Cutting speed is 2 to 3 times faster than CO2 on thin metal with lower operating cost per hour.
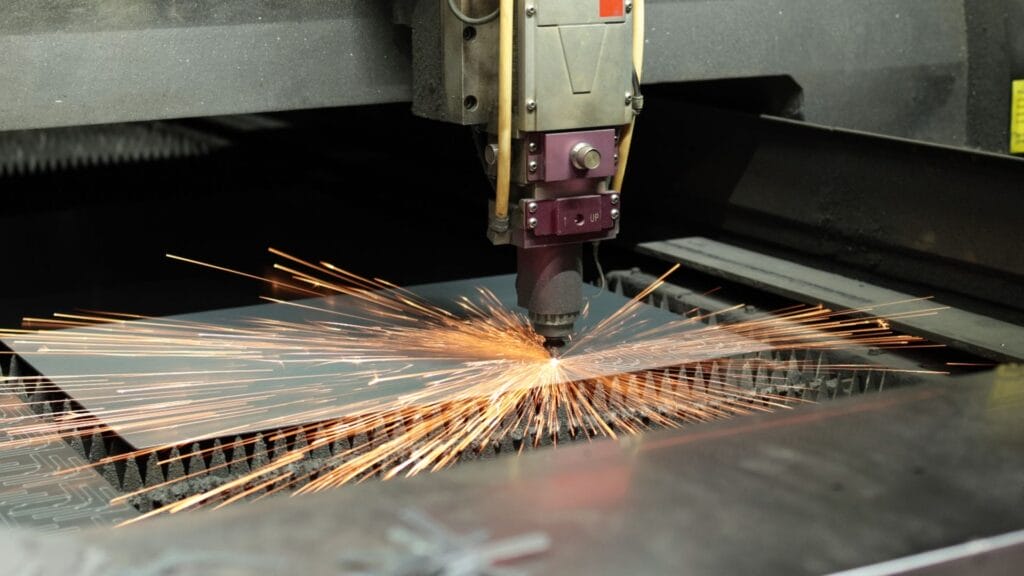
CO2-Laserschneiden
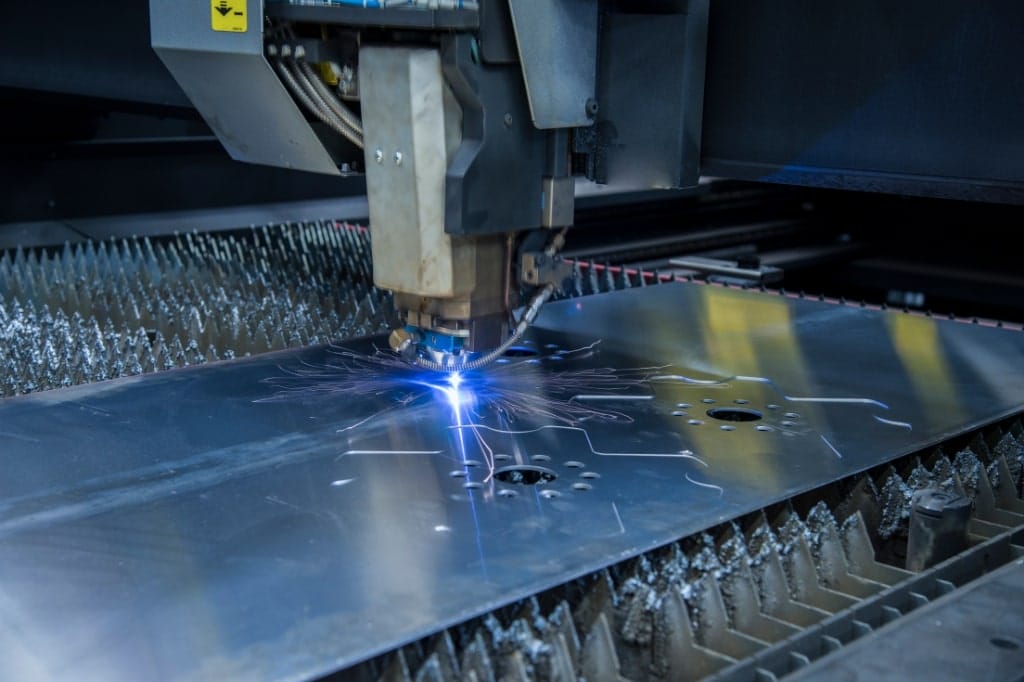
CO2 lasers emit a 10,600 nm beam generated by an electrical discharge through a gas mixture. The longer wavelength is absorbed well by non-metals, so CO2 is the standard for acrylic, wood, fabric, and organic composites. On metal it handles thick steel and stainless up to 25 mm, though fiber has largely replaced CO2 on thinner gauges.

Nd:YAG Laser Cutting
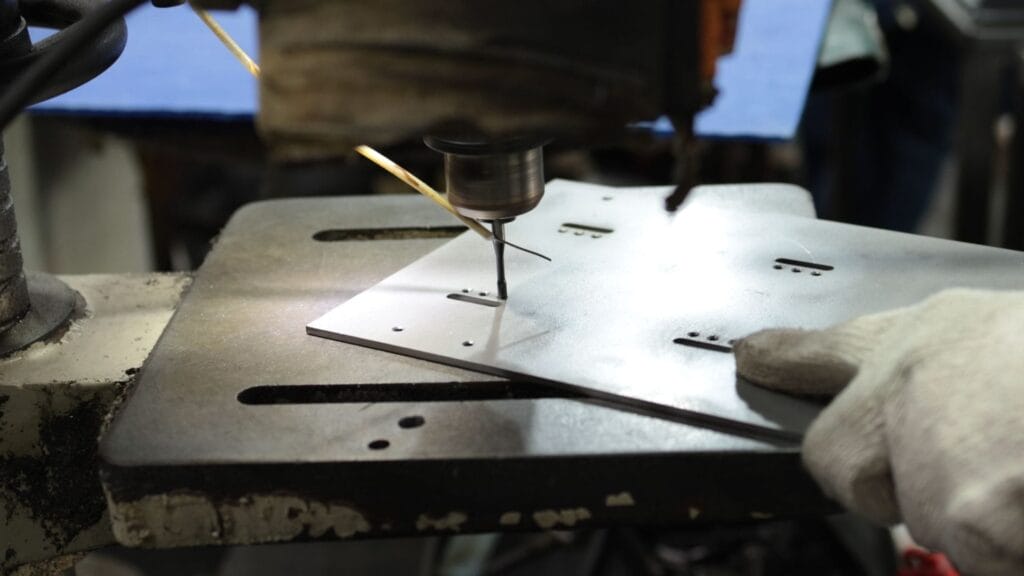
Nd:YAG lasers use a neodymium-doped YAG crystal to emit at 1,064 nm in pulsed or continuous mode. Used when the job needs high peak power on a narrow focal spot: reflective materials like copper and aluminum, deep thin-kerf cuts, and precision medical components. Slower than fiber on general metal cutting but unmatched on reflective and heat-sensitive work.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

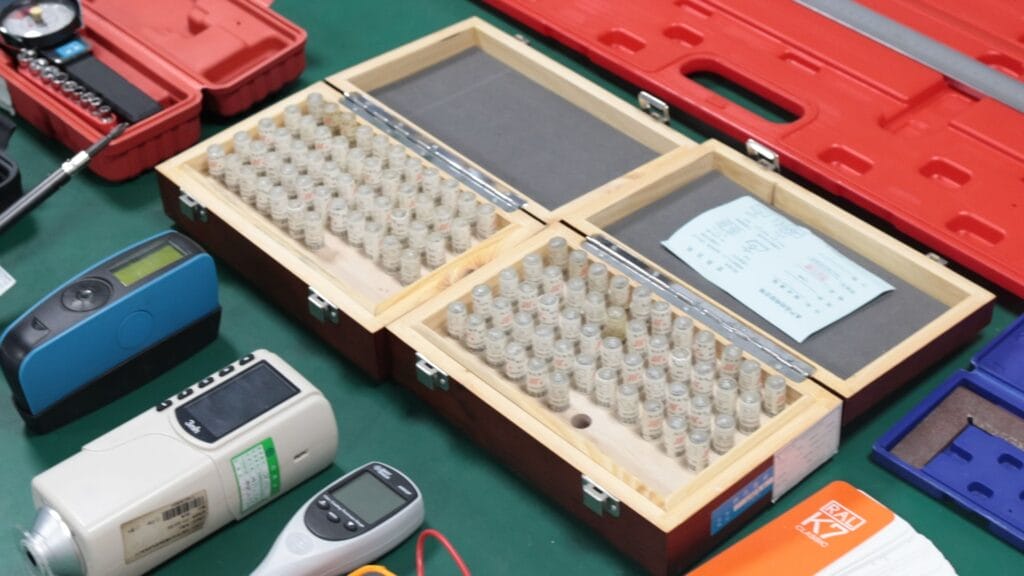
Zeiss CMMs, laser interferometers, and optical comparators verify every critical batch. Parts hold ±0.05 mm typical and ±0.02 mm on 5-axis programs. First Article Inspection and PPAP Level 3 documentation are standard on production runs.
Prototypes ship in 3 to 7 business days and production shipments in 2 to 4 weeks. 30 laser cutting machines plus in-house deburring, bending, and finishing keep parts moving without supplier handoffs.
Single-piece prototypes and production runs of 100,000+ parts go through the same machines and the same inspection standards. No minimum order quantity. Volume does not change quality gates.
Your prototype and production parts come off the same lasers with the same program. No re-qualification, no new vendor onboarding, and no process variation when you scale from validation to volume.

Aluminum, steel, stainless, galvanized, brass, copper, titanium, and specialty nickel alloys in 40+ grades. Every order ships with mill certificates and heat-lot traceability.
Direct factory pricing without broker margins. Our engineering team reviews your drawing before programming starts to identify nesting, gas choice, and lead-in optimizations that reduce cycle time and per-part cost.

Arten von mechanischen Gewinden
Gewinde sind im Grunde schraubenförmige Rippen, die auf zylindrische oder konische Oberflächen gefräst werden. Sie sind ziemlich genial - sie wandeln Drehbewegungen
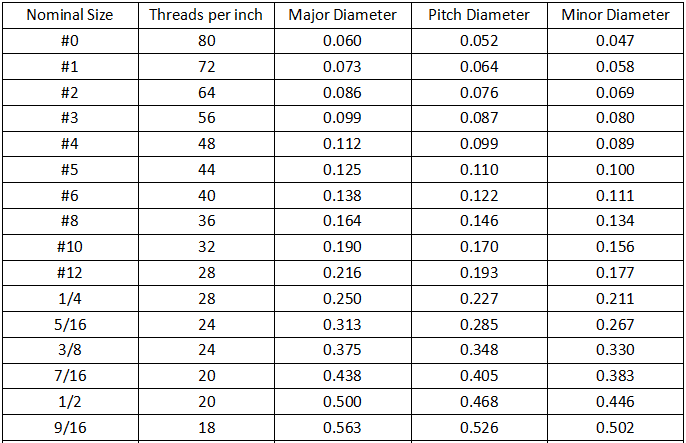
Vollständiger Leitfaden für Gewindegrößen: Alle Normen und Anwendungen verstehen
Gewindekomponenten haben genaue Spezifikationen für die Integrität und Leistung der Montage. Wir haben diese Tabelle für Gewindegrößen zusammengestellt, um Ihnen zu helfen

Arten von Nieten und ihre Anwendungen
Nieten sind dauerhafte mechanische Verbindungselemente, die zum Verbinden von Materialien verwendet werden. Zu den gängigen Typen gehören Vollnieten, Blindnieten, Rohrnieten, Spaltnieten, Schulternieten, Treibnieten, selbststanzende Nieten und