
Join 3000+ companies who work with Yijin Solution








As-Routed and Sanded

Clear Sealer and Lacquer

Stain and Oil Finish

Paint and Primer

Laser Engraving and V-Carving

Edge Banding and Assembly

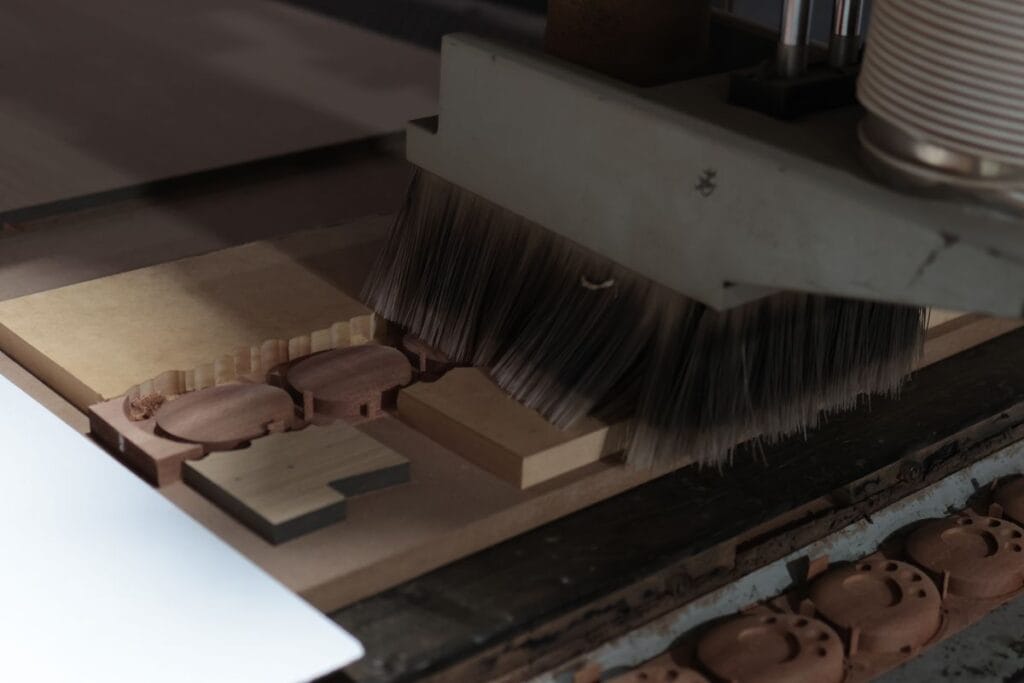
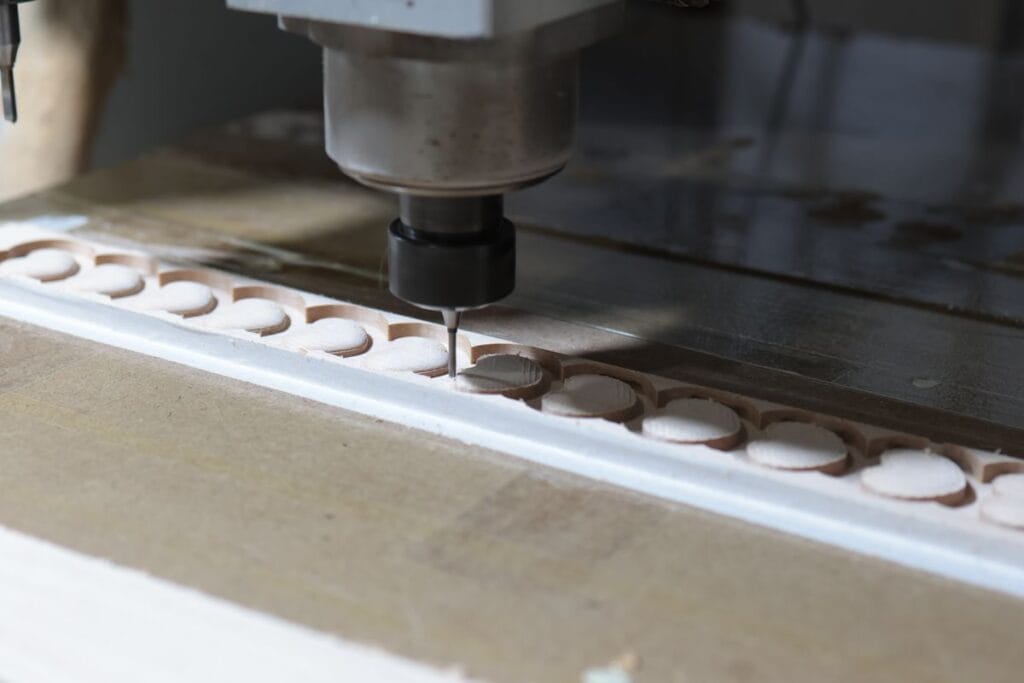
Custom Wood Routing
3-axis CNC routers shape, cut, and carve hardwood, plywood, and MDF to your CAD file. Used for furniture components, architectural millwork, signage, and decorative pieces. Cutter sizes from 1 mm V-bits for fine detail up to 25 mm compression cutters for fast stock removal.

CNC Cutting and Nesting
High-volume panel cutting for plywood, MDF, melamine, and aluminum composite sheets. Nesting software packs multiple parts into each sheet to minimize material waste. Production-optimized for cabinet shops, display builders, and OEM kitchen programs.

Custom CNC Design and CAD Support
Our in-house design team creates production-ready CAD files from sketches, photos, or dimensional requirements. Covers DXF, DWG, SVG, and STEP conversion, parametric customization, and joinery detailing. Free for clients who place a routing order.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}


Zeiss CMMs, laser interferometers, and optical comparators verify every critical batch. Parts hold ±0.05 mm typical and ±0.02 mm on 5-axis programs. First Article Inspection and PPAP Level 3 documentation are standard on production runs.
Prototypes ship in 3 to 7 business days and production runs in 2 to 4 weeks. In-house design, routing, finishing, and edge banding eliminate supplier handoffs between shops.
Single-piece prototypes and production panels of 10,000+ units run on the same routers with the same inspection standards. No minimum order quantity.
Your prototype and production panels come off the same machines using the same CAD files. Nesting data transfers directly from pilot to volume runs, so there is no re-qualification when you scale.

Hardwoods, plywood, MDF, melamine, acrylic, PVC, HDPE, aluminum composite, and foam cores in sheet thicknesses from 3 mm to 100 mm. Clients can also ship in premium species or specialty stock.
Our in-house designers convert sketches, photos, or napkin drawings into production-ready CAD files at no additional cost when paired with a routing order. Parametric customization, joinery detailing, and nesting optimization included.

Arten von mechanischen Gewinden
Gewinde sind im Grunde schraubenförmige Rippen, die auf zylindrische oder konische Oberflächen gefräst werden. Sie sind ziemlich genial - sie wandeln Drehbewegungen
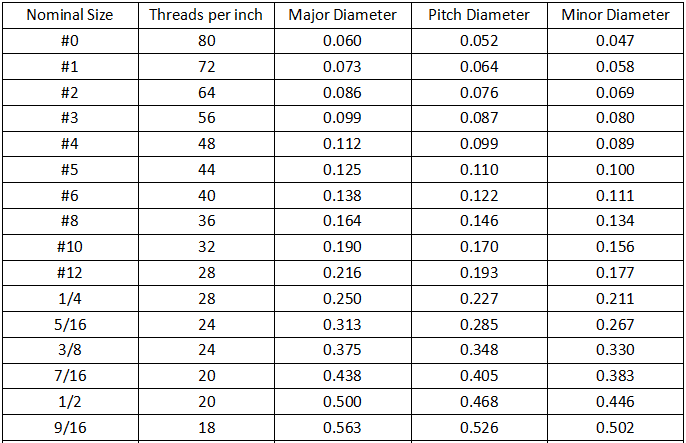
Vollständiger Leitfaden für Gewindegrößen: Alle Normen und Anwendungen verstehen
Gewindekomponenten haben genaue Spezifikationen für die Integrität und Leistung der Montage. Wir haben diese Tabelle für Gewindegrößen zusammengestellt, um Ihnen zu helfen

Arten von Nieten und ihre Anwendungen
Nieten sind dauerhafte mechanische Verbindungselemente, die zum Verbinden von Materialien verwendet werden. Zu den gängigen Typen gehören Vollnieten, Blindnieten, Rohrnieten, Spaltnieten, Schulternieten, Treibnieten, selbststanzende Nieten und