
G94 Anweisungsformat
1. Das Format ist G94X (U) _Z (W) _R_ F_
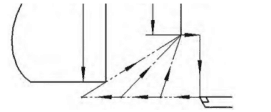
(1) Befehlsfunktion: Realisierung des Stirnseiten-Schneidzyklus und des Stirnseiten-Schneidzyklus mit Verjüngung. Das Werkzeug startet vom Startpunkt des Zyklus, folgt dem in der obigen Abbildung dargestellten Werkzeugweg und kehrt schließlich zum Startpunkt des Zyklus zurück. Die gestrichelte Linie in der Abbildung bedeutet, dass es sich mit der Geschwindigkeit R bewegt, während sich die durchgezogene Linie mit der durch F festgelegten Vorschubgeschwindigkeit bewegt.
(2) Anweisung: X und Z stellen den Koordinatenwert des Endpunktes des Planschneidens dar; U und W stellen die Koordinatenkomponenten des Endes des Planschneidens relativ zum Startpunkt des Zyklus dar; R stellt das Koordinateninkrement der Verschiebung in Richtung der Z-Achse vom Startpunkt des Planschneidens zum Endpunkt des Schneidens dar, d.h. den Z-Koordinatenwert des Startpunktes des Schneidens minus den Z-Koordinatenwert des Endpunktes des Schneidens; F ist die Vorschubgeschwindigkeit.
(3) Geeignet für die Verarbeitung von Teilen: große radiale Größe, kleine axiale Größe der langen Durchmesser der kleinen Scheibe Teile.
2. Berechnung des R-Wertes
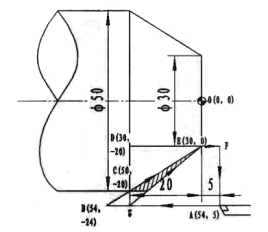
Wie in der Abbildung unten dargestellt, ist der Ausgangspunkt der Schleife A (54,5) R= (zc-ze) /2= (-20-0) =-20, und der Programmfehler wird als G00X54Z5; G94x30z0r-20f0.1 geschrieben, der Fehler liegt darin, dass dieses Programm den tatsächlichen Ausgangspunkt des Programmierzyklus nicht berücksichtigt. Bei der Bearbeitung ist der Werkzeugweg A→G→E→F→A, was zu einer Unterschneidung führt, die dazu führt, dass die Konizität des bearbeiteten Kegels nicht mit den Anforderungen der Zeichnung übereinstimmt. Der hinterschneidende Teil ist die Schnittlinie, die in der folgenden Abbildung gezeigt wird. Wenn das Programm G00X50Z5; G94x30z0r-20f0.1 ist, entspricht die Verjüngung nach der Bearbeitung den Anforderungen der Zeichnung. In der tatsächlichen Bearbeitung jedoch, weil G94 die erste Aktion befiehlt
Daher sollte der X-Wert des Startpunkts des Zyklus größer als 50 sein. Daher sollte die X-Koordinate des Startpunkts des Zyklus bei der Berechnung des Werts von R berücksichtigt werden.
Unter Berücksichtigung des X-Koordinatenwerts des Startpunkts des Zyklus sollte der Schnittpunkt B (54, -24) der Verlängerungslinie von AG und der Verlängerungslinie von EC der Startpunkt sein. Nach der Formel R= Zb-ze =-24-0=-24 lautet das Programm G00X54Z5. G94x30z0r-24f0.1 Verarbeitung, der Werkzeugweg ist A→B→E→F→A, nach Abschluss der Verarbeitung, die Werkstückkonizität und Zeichnungsanforderungen sind konsistent.
Zwei-Messer-Route
(1) Der Schneideendpunkt bleibt unverändert, aber der R-Wert ändert sich
(2) Wenn der R-Wert unverändert bleibt, ändert sich der Schneidendpunkt.
Anmerkung:
Aus dem Zyklusweg des Werkzeugs ist ersichtlich
(1) Wenn der X-Koordinatenwert des Startpunkts des Zyklus kleiner oder gleich dem Rohlingsdurchmesser ist, gibt es ein Kollisionsmesser; wenn der X-Koordinatenwert des Startpunkts des Zyklus viel größer als der Rohlingsdurchmesser ist, gibt es eine Menge Leerwege.
(2) Befindet sich die Z-Koordinate des Startpunkts des Zyklus innerhalb der Endfläche, gibt es eine Untertangente; befindet sich die Z-Koordinate des Startpunkts des Zyklus weit von der Endfläche entfernt, gibt es eine Menge Leerwege.




