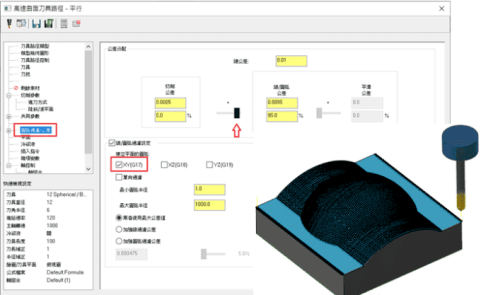
При использовании параллельной обработки, 3d траектории инструмента в круговой фильтр / допуск опции, есть проверены с помощью линии / дуги фильтр Настройки опции функции, и тянуть линии / дуги допуск увеличивается до 95% фильтра, но когда линейный выход аналоговый выход и программа обработки без G02 / G03 дуги пути обработки, выход на G01 запустить способ обработки программы. Почему?
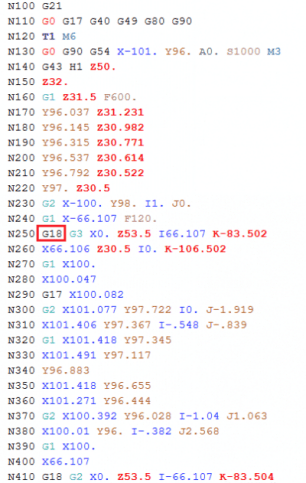
Выходной NC-код этого пути обработки показан следующим образом: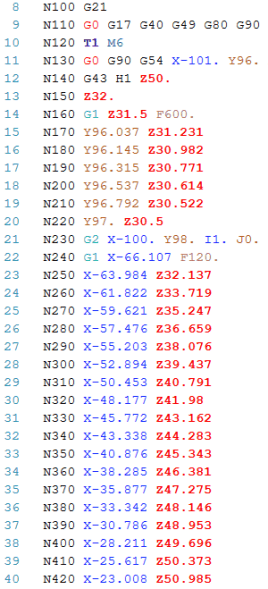
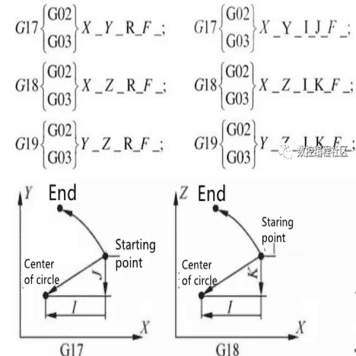
Используя суждения G02 и G03, следующую схему можно использовать для понимания осевого направления и выбора применения вывода при использовании дуговой интерполяции. Обычно в режимах G2 и G3 система использует две оси для расчета и вывода траектории инструмента. Формат вывода немного отличается, за исключением таких траекторий инструмента, как нижние спиральные фрезы, фрезерование резьбы или масляных канавок.
Почему траектория движения инструмента не может вывести траекторию обработки дуги G02 и G03? Метод настройки для решения этой проблемы заключается в изменении режима опции XY(G17) на режим опции XZ(G18). Если вы запрограммировали изменение траектории движения инструмента к оси обработки, необходимо также переключиться в другой режим плоскости.
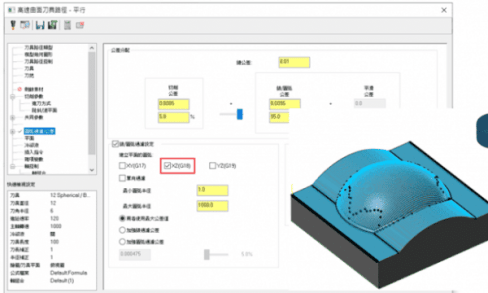
Из линейного моделирования, показанного на рисунке выше, видно, что осевой дуговой фильтр с XZ(G18) проверен, и большое количество точек уменьшено. Выходной NC-код этого пути обработки показан следующим образом: