

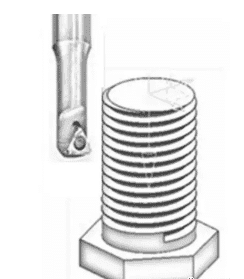
Принцип работы
Используя спиральную линию трехосевой связи G03/G02, инструмент вдоль поверхности заготовки (стенки отверстия или цилиндрической формы) режет. После одной недели спиральной интерполяции инструмент Z проходит один шаг в отрицательном направлении.
Принцип программирования: G02 Z-2.5 I3.
Z-2,5 соответствует шагу 2,5 мм.
Предположим, что радиус инструмента равен 5 мм, тогда обработайте правую резьбу M16.
Преимущество
Использование трехкоординатного фрезерного станка с ЧПУ или обрабатывающего центра для обработки резьбы по сравнению с традиционной обработкой резьбы.
1. Например, шаг 2-резьбовой фрезы может обрабатывать различные номинальные диаметры, шаг внутренней и внешней резьбы 2 мм.
2. При использовании фрезерного режима обработки резьбы качество резьбы выше, чем при традиционном способе обработки.
3. Используется в качестве инструмента для лезвия зажима машины, что обеспечивает долгий срок службы.
4. Обработка многозубой резьбовой фрезой, скорость обработки намного больше, чем нарезание резьбы.
5. После первой проверки качество обработки деталей остается стабильным.
Метод использования
G65 P1999 X_ Y_ Z_ R_ A_ B_ C_ S_ F_
Центральное положение резьбового отверстия XY или резьбы MALE X=#24 Y=#25
Обработка резьбы по оси Z до дна, положение оси Z (абсолютные координаты) Z=#26
R Быстрое положение (безопасная высота) начните резать нить в положении R=#18
Шаг резьбы A=#1
B номинальный диаметр резьбы B=#2
C Радиус инструмента резьбовой фрезы C=#3 отрицательный для обработки внутренней резьбы и положительный для обработки наружной резьбы
S скорость вращения шпинделя
F Скорость подачи в основном используется для контроля количества режущего инструмента на зуб
G65 P1999 X30 Y30 Z-10 R2 A2 B16 C-5 S2000 F150;
Правая резьба M16 с шагом 2 и глубиной 10 была обработана в позиции X30Y30. Частота вращения шпинделя составляла 2000, а скорость подачи - 150 мм/мин.
Код макропрограммы
O1999;
G90G94G17G40;
G0X #24 Y #25; Быстрое нахождение координат X и Y в центре нити
M3S #19; Шпиндель вращается вперед с заданной скоростью
#31 = #2 * 0,5 + #3; Рассчитать смещение инструмента
18 - #32 = 1; Положение первого разреза, когда резец идет по спиральной линии
#33 = #24 - 31; Рассчитайте положение, в котором инструмент перемещается к начальной точке резьбы
G0Z#18; Инструмент быстро позиционируется, чтобы указать на R
G1X #33 F #9; Инструмент интерполируется прямо к начальной точке спирали, которая находится в отрицательном направлении X
N20 G02Z-#32 I#31; В качестве радиуса возьмите смещение, в качестве шага - спираль фрезы Z вниз (абсолютная координата).
IF [#32 le #26] GOTO30; Переход выполняется, если текущее положение Z больше или равно заданному положению Z в нижней части
#32 = #32 - #1; Положение цели следующей глубины спирали в направлении Z (абсолютные координаты)
GOTO20;
N30;
ЕСЛИ [#3 gt0] ТО #6 = #33 - #1; Для наружной резьбы инструмент втягивается на один шаг в отрицательном направлении X
IF [#3 lt0] THEN #6 = #24; Для внутренней резьбы инструмент перемещается к центру резьбы при втягивании инструмента
G0X#6
G90 G0Z#18; Поднимите нож на безопасную высоту
M99.




