Настроенный латунный корпус клапана решение на этот раз представляет настроенный латунный корпус клапана обрабатывается Precision CNC Machining Parts Supplier-Yijin Hardware. Трудность обработки этого настроенного латунного корпуса клапана в основном связана с его небольшим размером и относительной внутренней структурой. Она сложна и требует высокой точности. Это может быть очень трудно для прецизионного CNC обработки частей поставщиков с недостаточным опытом и передовых машин и оборудования.
Параметры медного корпуса клапана
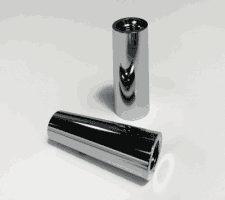
Название продукции: Корпус клапана
Назначение продукта: Он используется для прокладки трубопроводов
H62 Материал: Латунь H62
∅25×64 Спецификация материала: ∅25×64
Обработка поверхности: Хромированное покрытие
Для профессионального поставщика прецизионных деталей с ЧПУ, прежде чем настраивать любые детали с ЧПУ обработки, необходимо понять характеристики материалов, анализировать потребности клиентов, и трудности чертежей, и, наконец, придумать решения, и мы формулируем То же самое касается этого пользовательского латунного корпуса клапана решение.
Свойства латуни H62
H62 латунь представляет собой обычную латунь со средним содержанием меди 62%, обычная латунь основана на добавлении других элементов медного сплава быть названы специальные латуни и он по-прежнему представлены "H", а затем химический символ и средний состав f других добавленных элементов.
Например, H62, где содержание меди составляет 60,5%~63,5%, а остальное содержание - цинк. HA59-3-2 указывает, что содержание меди составляет 57%~60%, алюминия - около 2,5%~3,5%, никеля - 2%~3%, а остальное содержание - цинк.
Существует три вида латуни, которые делятся на обычную латунь, специальную латунь и литую латунь. Литые латуни начинаются с ZCu, затем следуют символы других элементов и их среднее содержание.
Обычная латунь обладает хорошими механическими свойствами, имеет хорошую пластичность в холодном состоянии и лучшую пластичность в горячем состоянии. Обладает хорошей обрабатываемостью, легко паяется, сваривается, устойчива к коррозии, но на ней легко образуются трещины. Кроме того, цена дешевая и широко используется в обычной латунной разновидности.
При комнатной температуре латунь H62 в фазе β намного тверже, чем в фазе a, поэтому ее можно использовать для деталей, выдерживающих большие нагрузки. Двухфазная латунь a+ может подвергаться горячей обработке при температуре выше 600℃. Микроструктура двухфазной латуни a+β: a - это ярко-белый твердый раствор, а β - это упорядоченный твердый раствор на основе CuZn.
Он может изготавливать все виды деталей, подвергающихся растяжению и изгибу, таких как штифты, заклепки, шайбы, гайки, воздуховоды, пружины для барометров, сетки, детали радиаторов и т.д.
Техника обработки
Количество инструментов: 9 инструментов
Тип инструмента: Токарный инструмент 35°, отрезной инструмент 2 мм, ∅7,1 сверло, ∅8 расточной инструмент, ∅8 инструмент для нарезания внутренней резьбы, ∅5,5 сверло, 1/4-32 винтовой метчик, ∅8 фреза, ∅1,5 сверло, ∅1,5 фреза
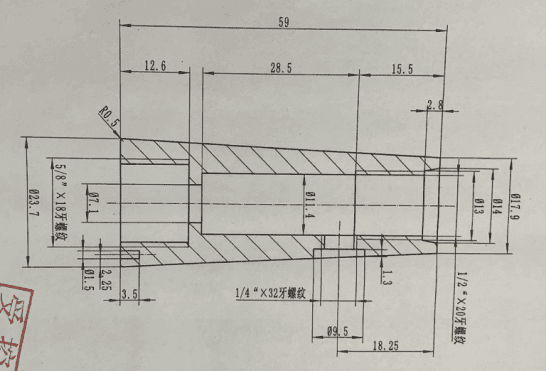
1) Согласно анализу чертежей, медные детали клапанов не имеют особых требований к точности формы и допуску положения. Поэтому мы выбираем направление резьбы 5/8 деталей в качестве приоритетного для обработки, так как в этом направлении существует требование R0.5 Angle. Для того, чтобы галтель R0.5 Angle и цилиндрическая наклонная плоскость и торцевая поверхность обрабатываемой поверхности соединялись более идеально.
Используйте токарный станок с углом 35° для обработки деталей, затем используйте сверло ∅7.1, расточной инструмент ∅8 для обработки отверстия ∅7.1 и нижнего отверстия с резьбой 5/8 x18.
Используйте инструменты для нарезания внутренней резьбы ∅8 для обработки резьбы 5/x18, затем используйте сверло ∅1,5, фрезу ∅1,5 для обработки отверстия размером ∅1,5×3,5, затем используйте сверло ∅5,5, винт 1/4-32 и фрезу ∅8 для обработки резьбы ∅9,5 и 1/4-32, затем отрежьте детали, используя инструмент для отрезания 2 мм.
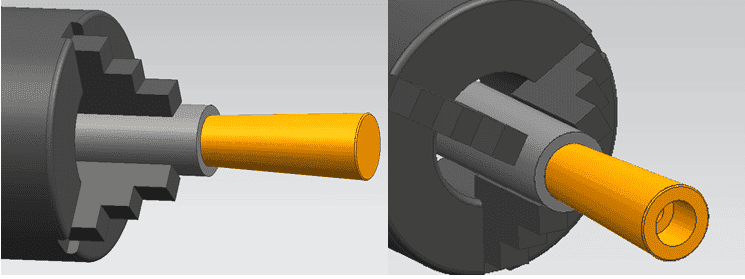
2) Перед обработкой необходимо зажать оба конца, наружная резьба 5/8×18 длиной 11 мм. Как показано на следующей фотографии:
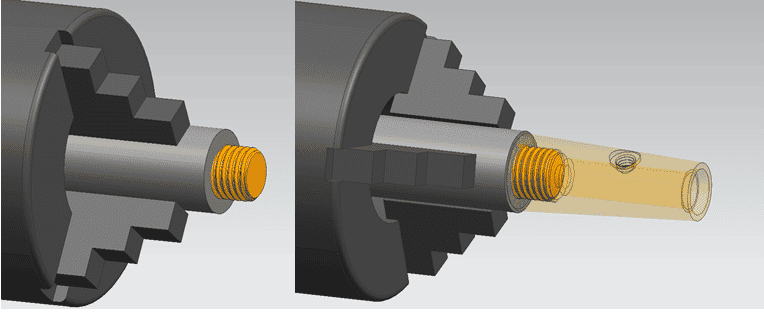
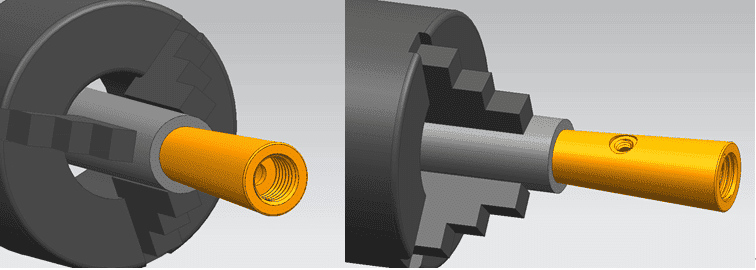
Причина в том, что поверхность этих деталей является наклонной плоскостью и не имеет условий для зажима. Поэтому она может быть собрана только с внутренней резьбой 5/8×18, которая была обработана с внешней резьбой 5/8×18 приспособления. Затем обрабатывается оставшаяся часть, что не только исключает повторную ошибку позиционирования деталей, но и повышает эффективность обработки.
С помощью токарного резца с углом 35° обработайте отверстие общей длиной 59 мм, затем используйте сверло ∅7.1 и расточной инструмент ∅8 для обработки резьбы 1/2×20. В завершение обработайте поверхность хромированным покрытием.
Пожалуйста, ознакомьтесь с готовыми деталями ниже: