Решение для аэрокосмических деталей с ЧПУ
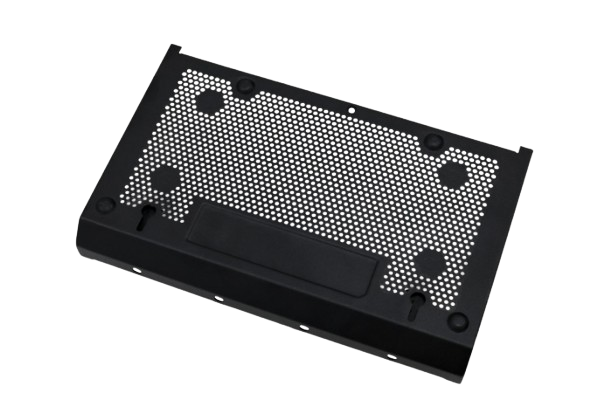
Этот продукт используется в основном шламовом зажиме для авиации. Он изготовлен из A7075-T6, а его поверхность обработана твердым анодированием. Поставляется в Dassault Aircraft Manufacturing Company из Франции. В начале, Dassault не доверяет нам может выполнить авиационные аксессуары, наши продажи с Dassault Aircraft Manufacturing Company's закупок и технологий Департамента углубленного общения, например, наши успешные случаи сотрудничества, такие как наш опыт сотрудничества с China Southern Airlines, такие как случай с дочерними компаниями Boeing, и пригласил Dassault Aircraft Manufacturing Company посетить наш завод в Шэньчжэне, Китай. Dassault Aircraft Manufacturing Company была впечатлена нашим профессионализмом и искренностью и готова разместить пробный заказ, когда пробный заказ произвел на них впечатление. эта основная папка для целлюлозы - наш первый продукт в сотрудничестве с Dassault Aircraft Manufacturing Company.
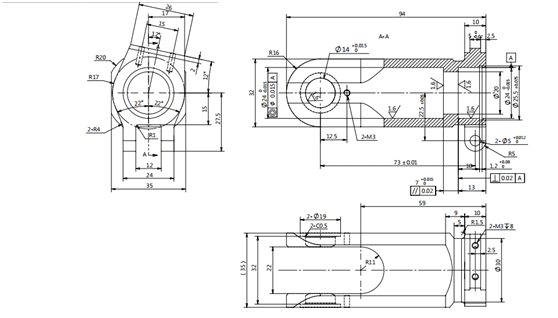
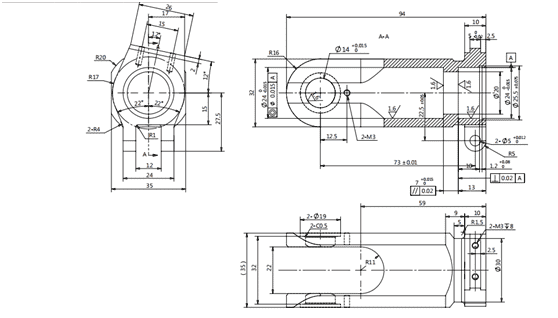
Внешний диаметр этого изделия составляет 35 мм, а длина - 94 мм. Сложность в обработке заключается в первом использовании токарной и фрезерной обработки. а затем обработки с ЧПУ. Длительные временные затраты, высокие требования к точности, высокая точность для вторичного зажима.
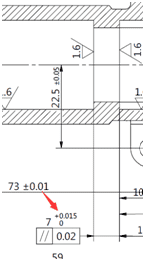
As shown in the above drawings, the difficulty of processing this main pulp clamp is only that the depth of the middle hole is 7-0, +0.015. If it is processed according to the traditional drilling method, the depth tolerance of the middle hole cannot be guaranteed, after Yijin Solution technical department and the engineering department jointly studied and Repeat tried and tested, and finally completed the mesoporous by means of copper discharge after the completion of the processing. The research of this technology and the speed and professionalism of solving the problem won the height of the French Dassault Aircraft Manufacturing Company. Evaluate and place orders to let us produce and lay a solid foundation for continued ongoing cooperation!
Подробная интерпретация точности обработки
Точность обработки - это степень соответствия между тремя геометрическими параметрами фактического размера, формы и положения поверхности детали после обработки и идеальными геометрическими параметрами, заданными чертежом. Идеальный геометрический параметр - это средний размер по величине; в случае геометрии поверхности - абсолютный круг, цилиндр, плоскость, конус, прямая линия; в отношении взаимного расположения поверхностей - абсолютно параллельные, вертикальные, коаксиальные, симметричные и т.д. Отклонение между фактическими геометрическими параметрами детали и идеальными геометрическими параметрами называется погрешностью обработки.
Yijin Solution has more than 20 years of machining experience in technical operators to control processing accuracy. Использование Услуги 3D-проектирования является ключевым элементом нашего процесса, поскольку позволяет нам создавать подробные цифровые модели и симуляции до начала процесса обработки. Это гарантирует, что все детали будут изготовлены в точном соответствии со спецификациями, что минимизирует ошибки и повышает общую эффективность производства.
Краткое введение в точность обработки
Точность обработки в основном используется для производства продукции. Точность обработки и погрешности обработки - термины, используемые для оценки геометрических параметров обрабатываемой поверхности. Точность обработки измеряется классами допусков. Чем меньше значение класса, тем выше точность; погрешность обработки выражается числовым значением. Чем больше значение, тем больше погрешность. Высокая точность обработки означает малую погрешность обработки.
Существует 20 уровней допусков - от IT01, IT0, IT1, IT2, IT3 до IT18. Среди них IT01 означает, что деталь имеет самую высокую точность обработки, а IT18 - самую низкую точность обработки. Как правило, IT7 и IT8 имеют средние показатели точности обработки. Фактические параметры, полученные с помощью любого метода обработки, не будут абсолютно точными.
From the perspective of the function of the part, as long as the machining error is within the tolerance range required by the part drawing, it is considered that the machining accuracy is guaranteed. Machining accuracy is inseparable from skilled technical operators and excellent advanced equipment. Yijin Solution not only has skilled technical operators, but also uses advanced precisions such as 3 axes, 4 axes, 5 axes, and CNC lathes from Germany and Switzerland. Equipment to ensure accuracy.
Разница между точностью и прецизионностью
Точность
Означает степень близости полученного результата измерения к истинному значению. Высокая точность измерения означает, что ошибка системы мала. В это время среднее значение данных измерений отклоняется от истинного значения, но данные разбросаны, то есть размер случайной ошибки не ясен.
Точность
Refers to the Reproducibility and consistency between the results obtained from repeated measurements using the same reserve sample. It is possible that the precision is high, but the accuracy is not accurate. For example, the three results obtained by using a length of 1 mm are 1.051 mm, 1.053, and 1.052 respectively. Although their precision is high, they are not accurate. Accuracy indicates the accuracy of the measurement results, and precision indicates the repeatability and reproducibility of the measurement results. Precision is a prerequisite for accuracy. Yijin Solution also has advanced measuring equipment and testing equipment, three-dimensional testing equipment, two-dimensional testing equipment, etc.
Точность размеров
Означает степень соответствия между фактическим размером детали после обработки и центром зоны допуска на размер детали.
Точность формы
Означает степень соответствия между фактической геометрией поверхности обрабатываемой детали и идеальной геометрией.
Точность позиционирования
Относится к фактической разнице точности положения между соответствующими поверхностями детали после обработки.
Взаимоотношения
Как правило, при проектировании деталей машин и определении точности обработки деталей необходимо следить за тем, чтобы погрешность формы находилась в пределах допуска положения, а погрешность положения была меньше, чем допуск размера. То есть к прецизионным деталям или важным поверхностям деталей требования к точности формы должны быть выше, чем требования к точности положения, а требования к точности положения должны быть выше требований к точности размеров.
Метод повышения точности обработки
1. Настройте систему обработки
Регулировка пробного реза
Путем пробного резания-измерения размера-корректировки режущей способности инструмента-отрезания-дополнительного резания и так далее до достижения требуемого размера. Этот метод имеет низкую эффективность производства и в основном используется для мелкосерийного производства одной детали.
Метод корректировки
Предварительная регулировка взаимного расположения станка, приспособления, заготовки и инструмента позволяет получить требуемые размеры. Этот метод отличается высокой производительностью и используется в основном для массового производства.
2. Сокращение ошибок станков
1) Повышение точности изготовления деталей шпинделя
Это должно повысить точность вращения подшипника:
① Используйте высокоточные подшипники качения;
② Высокоточный многоклиновой масляный гидродинамический подшипник;
③ Использование высокоточных гидростатических подшипников
Позволяет повысить точность изготовления деталей подшипников:
① Повышение точности обработки опорных отверстий коробки и шейки шпинделя;
② Повышение точности обработки поверхности, соответствующей подшипнику;
③ Измерьте и отрегулируйте диапазон радиального биения соответствующих деталей, чтобы компенсировать или устранить ошибку.
2) Правильное предварительное натяжение подшипников качения
① Может устранить зазор;
② Повышение жесткости подшипников;
③ гомогенизация ошибок кузова качения.
3) Точность вращения шпинделя не отражается на заготовке.
3. Сокращение ошибок при передаче данных в цепи передач
1) Количество деталей передачи невелико, цепь передачи короткая, точность передачи высокая;
2) Использование понижающей передачи (i <1) является важным принципом для обеспечения точности передачи, и чем ближе к концу передаточной пары, тем меньше должно быть передаточное отношение;
3) Точность конечной детали должна быть выше, чем у других деталей трансмиссии.
4. Снижение износа инструмента
Инструмент должен быть заточен до того, как износ размера инструмента достигнет стадии резкого износа
5. Уменьшите напряжение и деформацию системы обработки
В основном из:
(1) Повышение жесткости системы, особенно слабых звеньев в системе обработки;
(2) Уменьшите нагрузку и ее изменения.
Повышение жесткости системы:
(1) Разумная конструкция
1) Минимизируйте количество соединительных поверхностей;
2) Предотвратить появление локальных связей с низкой жесткостью;
3) Структура и форма поперечного сечения основания и опоры должны быть выбраны разумно.
(2) Улучшение контактной жесткости соединительной поверхности
1) Улучшить качество сопряжения деталей в узлах станков;
2) Предварительно загрузите детали машины;
3) Повышение точности базовой плоскости позиционирования заготовки и снижение значения шероховатости ее поверхности.
(3) Используйте разумные методы зажима и позиционирования
Уменьшите нагрузку и ее изменения:
(1) Разумный выбор геометрических параметров инструмента и величины резания для снижения силы резания;
(2) Группируйте сырье, чтобы сделать надбавку на переработку сырья даже во время корректировки.
6. Снижение тепловой деформации технологической системы
(1) Снизить выработку тепла и изолировать источники тепла
1) Используйте меньший размер резки;
2) Если точность деталей высока, разделите процессы черновой и чистовой обработки;
3) Максимально отделите источник тепла от машины, чтобы уменьшить тепловую деформацию машины;
4) Для неразделимых источников тепла, таких как подшипники главного вала, винтовые пары гаек, высокоскоростные подвижные пары рельсов и т.д., улучшите их характеристики трения с точки зрения структуры и смазки, уменьшите выделение тепла или используйте теплоизоляционные материалы;
5) Применяется принудительное воздушное охлаждение, водяное охлаждение и другие меры по отводу тепла.
(2) Равновесное температурное поле
(3) Принять разумные стандарты структуры и сборки компонентов станка
1) Использование термосимметричной структуры - в коробке передач валы, подшипники и шестерни расположены симметрично, что позволяет сделать температуру стенок коробки равномерной и уменьшить деформацию корпуса коробки;
2) Разумно выбрать эталон для сборки деталей станка.
(4) Ускорить равновесие теплопередачи;
(5) Контролируйте температуру окружающей среды.
7. Уменьшить остаточное напряжение
(1) Добавьте процесс термообработки для устранения внутреннего напряжения;
(2) Разумно организовать технологический процесс.
Методы измерения
Для определения точности обработки используются различные методы измерения в зависимости от содержания и требований к точности обработки. Как правило, существуют следующие типы методов:
В зависимости от того, является ли измеряемый параметр прямым, его можно разделить на прямое и косвенное измерение.
Прямое измерение: непосредственно измерьте измеряемые параметры, чтобы получить измеренный размер. Например, для измерения используются штангенциркули и компараторы.
Косвенное измерение: измерение геометрических параметров, связанных с измеряемым размером, и получение измеренного размера путем вычисления.
Очевидно, что прямое измерение является более интуитивным, а косвенное - более сложным. Обычно, когда измеренный размер или прямое измерение не удовлетворяют требованиям точности, приходится использовать косвенное измерение.
В зависимости от того, указывает ли значение показаний измерительного прибора непосредственно на значение измеряемого размера, измерения можно разделить на абсолютные и относительные.
Абсолютное измерение:
Значение показаний напрямую указывает на размер измеряемой величины, например, при измерении верньерным штангенциркулем.
Относительное измерение:
Значение показаний указывает только на отклонение измеренного размера от стандартного. Если для измерения диаметра вала используется компаратор, необходимо сначала установить нулевое положение прибора с помощью блока, а затем произвести измерение. Измеренное значение - это разница между диаметром бокового вала и размером блока. Это и есть относительное измерение. В целом, точность относительного измерения выше, но измерение более хлопотное.
В зависимости от того, находится ли измеряемая поверхность в контакте с измерительной головкой измерительного прибора, измерения делятся на контактные и бесконтактные.
Контактное измерение: Измерительная головка находится в контакте с контактируемой поверхностью, и на нее действует механическая измерительная сила. Например, измерение деталей с помощью микрометра.
Бесконтактное измерение: Измерительная головка не соприкасается с поверхностью измеряемой детали. Бесконтактное измерение позволяет избежать влияния измерительной силы на результат измерения. Например, использование проекционных методов и интерференционных измерений с помощью световых волн.
В зависимости от количества измеряемых параметров он подразделяется на одиночный и комплексный.
Однократное измерение: каждый параметр тестируемой детали измеряется отдельно.
Комплексное измерение: Измерение отражает комплексный показатель соответствующих параметров детали. При измерении резьбы с помощью инструментального микроскопа можно отдельно измерить фактический диаметр резьбы, погрешность полуугла профиля зуба и суммарную погрешность шага.
Комплексные измерения, как правило, более эффективны и надежны для обеспечения взаимозаменяемости деталей. Оно часто используется для контроля готовых деталей. Одно измерение позволяет определить погрешность каждого параметра в отдельности и обычно используется для анализа процесса, контроля процесса и измерения заданных параметров.
Роль измерений в процессе обработки подразделяется на активные и пассивные.
Активное измерение: Заготовка измеряется во время обработки, а результат непосредственно используется для контроля обработки детали, чтобы вовремя предотвратить появление брака.
Пассивное измерение: Измерения, выполняемые после обработки заготовки. Этот вид измерения позволяет судить только о том, соответствуют ли обработанные детали требованиям или нет, и ограничивается обнаружением и отбраковкой брака.
Согласно состоянию тестируемая деталь в процессе измеренияОни делятся на статические и динамические.
Статическое измерение: Измерение относительно статично. Например, микрометр для измерения диаметра.
Динамическое измерение: относительное движение между измеряемой поверхностью и измерительной головкой во время имитации рабочего состояния во время измерения.
Динамический метод измерения может отражать ситуацию, когда деталь близка к состоянию использования, что является направлением развития технологии измерения.
Yijin Solution has a history of more than 20 years in the field of machining. It has unique processing methods and precision control in aerospace and aviation and has comprehensive quality system management. We have more than 10 experienced solution solutions engineers and more than 20 Skilled operators, if you have any questions about hardware components, or any problems that need to be resolved can be contacted Yijin Solution, and Yijin Solution will help you complete all this.