HDPE CNC-Bearbeitung ist ein Präzisionsfertigungsverfahren, bei dem computergesteuerte Schneidwerkzeuge eingesetzt werden, um Polyethylen hoher Dichte (HDPE) zu Bauteilen zu formen. Das Verfahren wurde erstmals in den frühen 1950er Jahren von Karl Ziegler und Giulio Nattahat sich Polyethylen hoher Dichte zu einem der beliebtesten thermoplastischen Polymere entwickelt.
HDPE vereint Festigkeit, geringes Gewicht und gute chemische Beständigkeit. Das macht es perfekt für anspruchsvolle Umgebungen. Yijin Hardware ist auf die CNC-Bearbeitung von HDPE spezialisiert. Wir bieten kompetente Lösungen für hochwertige Präzisionsbauteile. Unser Fokus gewährleistet, dass Ihr Projekt von erstklassigen Ergebnissen profitiert.
Wichtigste Erkenntnisse
- Bei der HDPE-Bearbeitung werden computergesteuerte Schneidwerkzeuge eingesetzt, um Polyethylen hoher Dichte zu Präzisionsbauteilen zu formen.
- Seine inhärenten Materialeigenschaften, darunter hohe Zugfestigkeit, geringe Wasseraufnahme und ausgezeichnete chemische Beständigkeit, sowie verschiedene Spezialqualitäten machen es für anspruchsvolle industrielle Anwendungen besonders geeignet.
- Der Prozess nutzt fortschrittliche CNC-Techniken wie Fräsen, Drehen, Fräsen und Bohren mit sorgfältig optimierten Schnittparametern und Spezialwerkzeugen, um das einzigartige Verhalten von HDPE zu bewältigen und genaue und hochwertige Ergebnisse in Bereichen wie Medizintechnik, Automobilbau und Konsumgüter zu gewährleisten.
Was sind die wichtigsten Materialeigenschaften von HDPE für die spanende Bearbeitung?
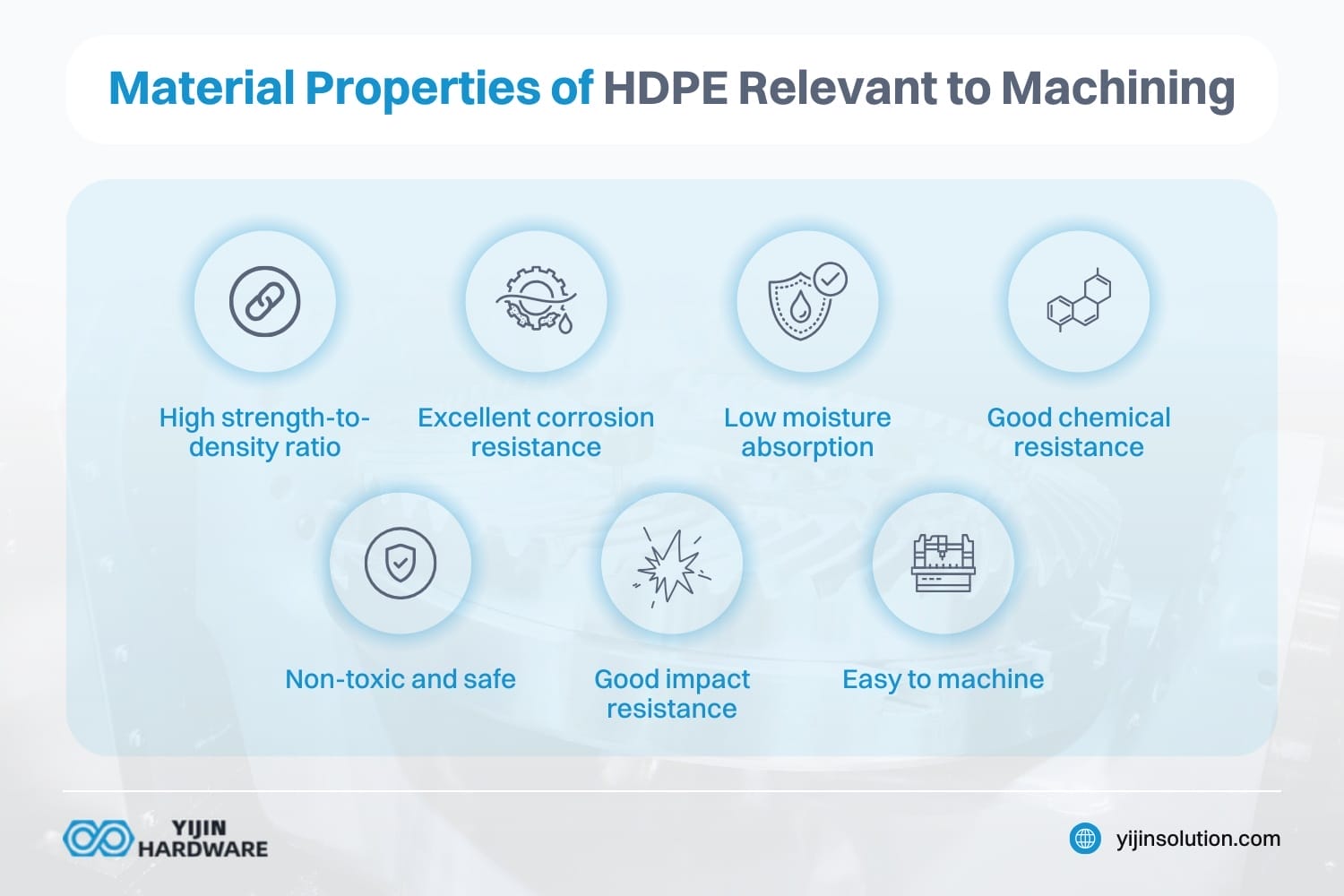
Die wichtigsten Materialeigenschaften von HDPE, die es für die Bearbeitung hervorragend geeignet machen, sind seine leichten, aber dichten physikalischen Eigenschaften, seine Beständigkeit gegen korrosive Umgebungen sowie seine robuste mechanische Festigkeit. Die folgende Tabelle fasst die wichtigsten HDPE-Materialeigenschaften für die Bearbeitung zusammen:
| Eigentum | Wert |
|---|---|
| Physikalische Eigenschaften | |
| Dichte | 930-970 kg/m³ (in der Regel 961 kg/m³) |
| Schmelzpunkt | 120-130°C |
| Wasserabsorption (24h) | <0,01% |
| Mechanische Eigenschaften | |
| Zugfestigkeit | 26-38 MPa |
| Dehnung beim Bruch | 500-800% |
| Shore D-Härte | 62-70 |
| Schlagfestigkeit | 69 J/m |
| Biegemodus | 970-1380 MPa |
| Thermische Eigenschaften | |
| Wärmeausdehnungskoeffizient | 100-200 × 10^-6/°C |
| Wärmeumlenkung Temperatur | 85°C |
| Wärmeleitfähigkeit | 0,54 W/m°C |
Wie schneidet HDPE im Vergleich zu anderen Thermoplasten ab?
Bei der Auswahl eines Werkstoffs für bearbeitete Komponenten ist es wichtig zu wissen, wie HDPE im Vergleich zu Alternativen abschneidet. Wir haben skizziert, wie HDPE im Vergleich zu anderen gängigen Thermoplasten für die CNC-Bearbeitung abschneidet, darunter LDPE, Polypropylen und UHMW-PE.
| Eigentum | HDPE | LDPE | Polypropylen | UHMW-PE |
|---|---|---|---|---|
| Dichte (kg/m³) | 930-970 | 910-940 | 900-910 | 930-950 |
| Zugfestigkeit (MPa) | 26-38 | 8-21 | 31-41 | 40-48 |
| Schmelzpunkt (°C) | 120-130 | 105-115 | 160-170 | 125-138 |
| Chemische Beständigkeit | Ausgezeichnet | Gut | Ausgezeichnet | Überlegene |
| Bearbeitbarkeit | Gut | Messe | Gut | Ausgezeichnet |
| Kosten | Niedrig | Sehr niedrig | Niedrig | Mäßig |
Welche Arten von HDPE sind für die CNC-Bearbeitung am besten geeignet?
Verschiedene HDPE-Sorten und -Varianten bieten aufgrund ihrer einzigartigen Materialeigenschaften spezifische Vorteile für Bearbeitungsanwendungen. Die Auswahl des geeigneten HDPE-Typs hängt von der beabsichtigten Verwendung des Bauteils, der Umweltbelastung und den Leistungsanforderungen ab.
Standard-HDPE
Standard-HDPE bietet mit seinem ausgewogenen Verhältnis von Festigkeit zu Verformbarkeit und einer Zugfestigkeit von 26-33 MPa eine hervorragende Ausgangsbasis für die meisten Bearbeitungsanwendungen. Als wirtschaftliche und weit verbreitete Sorte erzeugt es bei richtiger Werkzeugbestückung saubere Schnitte und mäßige Spanbildung bei minimalem Werkzeugverschleiß während der Bearbeitung.
Seine gute Zerspanbarkeit in Verbindung mit seiner Chemikalien- und Schlagfestigkeit macht es zum idealen Werkstoff für allgemeine Industriekomponenten, Konsumgüter und unkritische Teile, bei denen es auf Kosteneffizienz ankommt.
UV-stabilisiertes HDPE
UV-stabilisiertes HDPE enthält spezielle Additive, die den Abbau durch ultraviolette Strahlung verhindern und die mechanischen Eigenschaften auch bei längerer Sonneneinstrahlung erhalten. Diese Variante weist ähnliche Bearbeitungseigenschaften wie Standard-HDPE auf, kann aber aufgrund der Additive in der Zusammensetzung eine etwas andere Einstellung der Schnittkraft erfordern.
Aufgrund seiner erhöhten Widerstandsfähigkeit eignet es sich besonders für Außenanlagen, landwirtschaftliche Komponenten, Beschilderungen und Spielplatzgeräte, die ständig Witterungseinflüssen ausgesetzt sind.
Vernetztes HDPE (PEX)
PEX zeichnet sich durch chemisch vernetzte Polymerketten aus, die seine Leistung bei anspruchsvollen Anwendungen erheblich verbessern und die chemische Beständigkeit, Temperaturtoleranz und Rissfestigkeit im Vergleich zu Standard-HDPE erhöhen. Bei der Bearbeitung von PEX sind in der Regel höhere Schnittkräfte erforderlich, und die Spanabfuhr kann aufgrund der vernetzten Struktur, die das Verhalten des Materials während des Schneidens verändert, schwieriger sein.
Diese spezielle Variante eignet sich hervorragend für Sanitärkomponenten, Strahlungsheizungen und industrielle Rohrleitungen, die Temperaturschwankungen und Chemikalien ausgesetzt sind, die Standardmaterialien schnell zersetzen würden.
Hochmolekulares HDPE (HMW-HDPE)
HMW-HDPE bietet durch sein höheres Molekulargewicht und seine längeren Polymerketten eine verbesserte Schlagzähigkeit und Haltbarkeit, was zu einer hervorragenden Schlagzähigkeit und einer überlegenen Abriebfestigkeit für anspruchsvolle Anwendungen führt. Bei der Bearbeitung erzeugt diese Sorte festere Späne, die schärfere Werkzeuge und effektivere Spanabfuhrstrategien erfordern, um die Effizienz der Zerspanung und die Qualität der Teile zu erhalten.
Die höhere Zähigkeit des Materials macht es ideal für Automobilkomponenten, Materialtransportgeräte und Verschleißflächen, die ständiger Reibung und physischer Belastung ausgesetzt sind.
Ultrahochmolekulares HDPE (UHMW-PE)
UHMW-PE ist die leistungsstärkste Sorte der Polyethylen-Familie und zeichnet sich durch extrem lange Polymerketten aus, die eine außergewöhnliche Abriebfestigkeit und überragende Schlagzähigkeit für anspruchsvollste Anwendungen bieten. Die Bearbeitung dieses Werkstoffs ist mit größeren Herausforderungen verbunden, wie z. B. einer schwierigeren Spanbildung, einem höheren Werkzeugverschleiß und der Notwendigkeit spezifischer Schneidstrategien, die für seine einzigartigen Eigenschaften optimiert sind.
Aufgrund seiner herausragenden Leistungsmerkmale eignet es sich ideal für Lager, Getriebe, stoßfeste Komponenten und medizinische Implantate, bei denen herkömmliche Kunststoffe schnell versagen würden.
HDPE mit Faserverstärkung
Bei faserverstärktem HDPE wird das Basismaterial mit Glas- oder Kohlenstofffasern kombiniert, um eine höhere Festigkeit und Steifigkeit zu erzielen, wobei viele vorteilhafte Eigenschaften von Standard-HDPE erhalten bleiben. Die Bearbeitung dieser Verbundwerkstoffvariante führt in der Regel zu einem erhöhten Werkzeugverschleiß und erfordert häufig spezielle Schneidwerkzeuge mit härteren Beschichtungen und veränderten Geometrien, um die abrasiven Faserkomponenten effektiv zu bearbeiten.
Die verbesserten mechanischen Eigenschaften machen faserverstärktes HDPE ideal für Strukturkomponenten und Präzisionsteile, die eine minimale thermische Ausdehnung in Anwendungen mit hohen mechanischen Anforderungen erfordern. Jede HDPE-Variante bietet einzigartige Vorteile für bestimmte Bearbeitungsanwendungen. Die Auswahl der geeigneten Sorte hängt von der beabsichtigten Verwendung und der Betriebsumgebung des endgültigen Bauteils ab. Lassen Sie uns einen Blick auf die verschiedenen Branchen und Anwendungen werfen, in denen sich diese bearbeiteten HDPE-Komponenten auszeichnen.
Was sind die Anwendungen für bearbeitete HDPE-Teile?
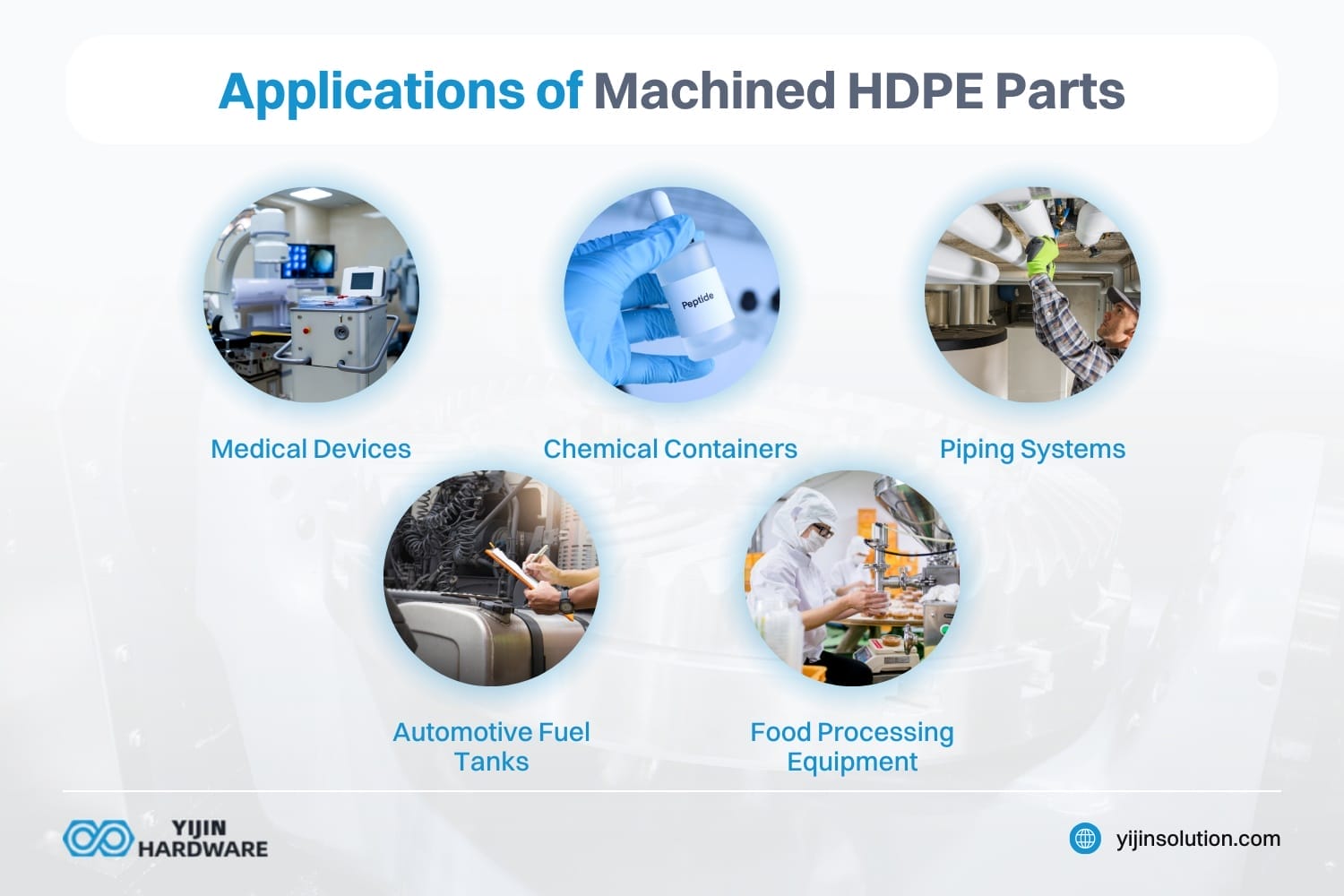
HDPE-Teile werden aufgrund ihrer Materialeigenschaften in vielen Branchen eingesetzt, z. B. in medizinischen Geräten und Kraftstofftanks für Kraftfahrzeuge.
- Medizinische Geräte, die nichttoxische Materialien erfordern
- Chemikalienbehälter, die korrosionsbeständig sein müssen
- Rohrleitungssysteme, die eine geringe Feuchtigkeitsaufnahme aufweisen
- Kraftstofftanks für Kraftfahrzeuge, die leichte Materialien erfordern
- Lebensmittelverarbeitungsgeräte, die hygienische Materialien erfordern
Diese typischen Anwendungen hängen von den Materialeigenschaften von HDPE ab. Außerdem sind sie auf die Präzision der CNC-Bearbeitung angewiesen.
Wie funktionieren CNC-Bearbeitungstechniken für HDPE?
HDPE kann mit mehreren CNC-Bearbeitungsverfahren erfolgreich bearbeitet werden, die jeweils spezifische Vorteile für unterschiedliche Bauteilgeometrien und Produktionsanforderungen bieten. Um diese Techniken zu optimieren, muss man sowohl die Fähigkeiten der Maschinen als auch das einzigartige Verhalten von HDPE bei der Zerspanung verstehen.
CNC-Fräsen von HDPE
Beim CNC-Fräsen wird das Material mit rotierenden Schneidwerkzeugen abgetragen, die sich entlang mehrerer Achsen bewegen und komplexe Geometrien erzeugen, indem sie nach und nach Material aus dem HDPE-Material abtragen. Die größte Herausforderung ist die effektive Spanabfuhr, da HDPE lange, strähnige Späne produziert, die sich um das Werkzeug wickeln und die Schneideffizienz beeinträchtigen können.
Bei Yijin Hardware sind wir spezialisiert auf CNC-Fräsen China, und ermöglicht eine präzise HDPE-Bearbeitung mit effektiver Späneabfuhr und hochwertigen, komplizierten Komponenten.
Verwenden Sie Schaftfräser mit 2 Schneiden anstelle von Werkzeugen mit 4 Schneiden, die für Metalle bestimmt sind, führen Sie Schruppbearbeitungen mit 60-70% der Höchstdrehzahl durch und setzen Sie das Gleichlauffräsen ein (der Fräser dreht sich mit der Vorschubrichtung), um eine bessere Oberflächengüte zu erzielen. Erhöhen Sie beim Schlichten die Spindeldrehzahl und reduzieren Sie die Schnitttiefe auf 0,01-0,02 Zoll, um eine optimale Oberflächenqualität zu erzielen.
| Werkzeug-Durchmesser | Spindeldrehzahl (RPM) | Vorschubgeschwindigkeit (in/min) | Schnitttiefe (in) |
|---|---|---|---|
| 1/8″ (3.175mm) | 14,000-18,000 | 40-70 | 0.03-0.06 |
| 1/4″ (6,35mm) | 12,000-16,000 | 60-100 | 0.06-0.10 |
| 3/8″ (9.525mm) | 10,000-14,000 | 70-120 | 0.08-0.12 |
| 1/2″ (12,7mm) | 8,000-12,000 | 80-150 | 0.10-0.15 |
CNC-Drehen von HDPE
CNC-Drehen Bei diesem Verfahren wird das HDPE-Werkstück gedreht, während ein stationäres Schneidwerkzeug Material abträgt, um zylindrische Merkmale zu erzeugen. Scharfe Werkzeuge mit einem Freiflächenwinkel von 10-15° und einem positiven Spanwinkel (5-15°) sind unerlässlich, um zu verhindern, dass das Material während des Vorgangs gedrückt wird oder reißt. Zu den optimalen Parametern gehören Spindeldrehzahlen von 2.000-4.000 U/min (je nach Durchmesser), Vorschubgeschwindigkeiten von 0,1-0,5 mm/U und Schnitttiefen von 0,5-3 mm beim Schruppen und 0,2-0,5 mm beim Schlichten.
Eine starre Werkstückaufnahme ist wichtig, um Vibrationen zu vermeiden, die eine schlechte Oberflächengüte verursachen, während ein Spitzenwinkel von 55-60° für die meisten Dreharbeiten die besten Ergebnisse liefert.
CNC-Fräsen von HDPE
CNC-Fräsen verwendet Hochgeschwindigkeits-Schneidwerkzeuge, die speziell für die Bearbeitung von Plattenmaterialien entwickelt wurden und eine schnelle Herstellung von Komponenten aus HDPE-Plattenmaterial ermöglichen. Diese Technik eignet sich hervorragend für die Bearbeitung von 2D- oder 2,5D-Bauteilen mit Spindeldrehzahlen von 16.000-24.000 U/min, Vorschubgeschwindigkeiten von 100-200 in/min für 1/4″-Werkzeuge und Schrittweiten von 0,1-0,15″ pro Durchgang.
Vakuumtische bieten eine optimale Werkstückspannung für Plattenmaterialien, während Laschen/Brücken eine Bewegung des Teils während des Endschnitts verhindern. Die Verwendung von Spiralfräsern mit Druck- oder Gegenschnitt beim Steilschnitt führt zu einer besseren Kantenqualität, erfordert jedoch eine steifere Maschineneinrichtung, um erfolgreich eingesetzt zu werden.
CNC-Bohren von HDPE
Beim CNC-Bohren werden mit rotierenden Bohrern bei Spindeldrehzahlen von 1.000-3.000 U/min und Vorschubgeschwindigkeiten von 0,1-0,3 mm/U präzise kontrollierte Löcher in HDPE erzeugt. Herkömmliche Spiralbohrer neigen dazu, sich im Material zu verfangen und zu ziehen, so dass modifizierte Spitzenwinkel (60-90°) die Schneideffizienz und die Lochqualität erheblich verbessern. Bei tieferen Löchern (mehr als 3× Durchmesser) wird das Tieflochbohren empfohlen, um einen Wärmestau zu vermeiden und gleichmäßige Lochabmessungen zu erhalten.
Durchgangsbohrungen sollten mit Stützmaterial versehen sein, um Austrittsgrate zu vermeiden, während die richtige Auswahl des Bohrers und die richtige Technik häufige Probleme wie Lochverformung, Überdimensionierung oder Materialschmelzen am Lochrand verhindern.
Yijin Hardware zeichnet sich durch die Bearbeitung von Kunststoffen aus und bietet hochwertige CNC-gefertigte Komponenten. Kontaktieren Sie uns heute für fachkundige Beratung. Wir sind bereit, Ihnen zu helfen, das beste Ergebnis für Ihr Projekt zu erzielen.
Häufig gestellte Fragen zur Bearbeitung von hochdichtem Polyethylen (HDPE)
Welches ist das beste Werkzeug zum Schneiden von HDPE?
Das beste Werkzeug zum Schneiden von HDPE-Kunststoff ist ein scharfes, hartmetallbestücktes Messer mit hoher Steifigkeit. Verwenden Sie ein brandneues Schneidwerkzeug, um ein Schmelzen zu verhindern und glatte, präzise Schnitte zu gewährleisten. Um die Vorschubgeschwindigkeit konstant zu halten, vermeiden Sie eine übermäßige Wärmeentwicklung, die das Material verziehen kann.
Welches ist der beste Kunststoff für die CNC-Bearbeitung?
Das zur Polyethylenfamilie gehörende ultrahochmolekulare Polyethylen (UHMW-PE) bietet eine hervorragende Haltbarkeit. Welcher Kunststoff sich jedoch am besten für die CNC-Bearbeitung eignet, hängt von den Anforderungen der Anwendung ab, z. B. hohe Zugfestigkeit und chemische Beständigkeit. LDPE und Polyethylen niedriger Dichte sind weicher und weniger steif, so dass sie sich schwerer präzise bearbeiten lassen. Der 3D-Druck ist eine Alternative für komplexe Kunststoffdesigns, aber die CNC-Bearbeitung bietet eine bessere Genauigkeit.
Wie groß sind die Toleranzen bei der CNC-Bearbeitung von HDPE?
Die Toleranzen bei der CNC-Bearbeitung von HDPE hängen von der Materialflexibilität und den CAD-Designspezifikationen ab. Im Gegensatz zu Metallen hat PE eine höhere Wärmeausdehnung, was sich auf die Dimensionsstabilität auswirkt. Die Standard-Bearbeitungstoleranzen liegen zwischen ±0,005 und ±0,015 Zoll, je nach Teilegröße. Richtige Spann- und Kühltechniken gewährleisten hochpräzise Ergebnisse für HDPE-Komponenten.
Zurück zum Anfang: Bearbeitung von hochdichtem Polyethylen (HDPE) Führung