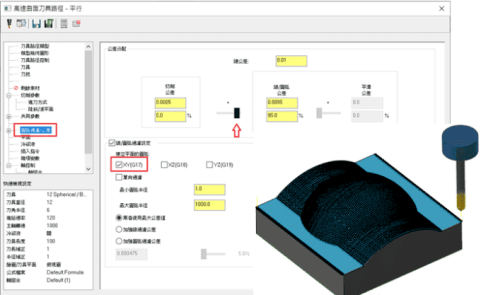
Bei der Verwendung von parallelen Verarbeitung, die 3D-Werkzeugweg in der kreisförmigen Filter/Toleranz-Option, gibt es mit der Linie / Bogen-Filter-Einstellungen Option Funktion überprüft, und ziehen Sie Linie / Bogen-Toleranz erhöht sich auf 95% des Filters, aber wenn die lineare Ausgabe Analogausgang und Verarbeitungsprogramm ohne G02 / G03 Bogenbearbeitung Weg, Ausgabe auf G01 laufen Weg Verarbeitungsprogramm. Warum ist das so?
Der ausgegebene NC-Code dieses Bearbeitungsweges ist wie folgt dargestellt: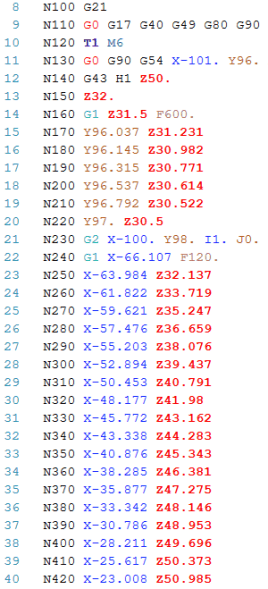
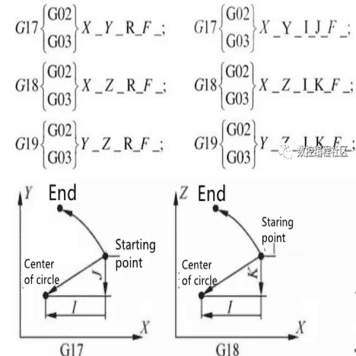
Anhand der Beurteilung von G02 und G03 kann das folgende Diagramm verwendet werden, um die Achsrichtung und die Auswahl der Ausgabeanwendung bei Verwendung der Bogeninterpolation zu verstehen. In den Modi G2 und G3 verwendet das System normalerweise zwei Achsen für die Berechnung und Ausgabe der Werkzeugbahn. Das Ausgabeformat unterscheidet sich geringfügig, außer bei Werkzeugbahnen wie unteren Spiralfräsern, Gewindefräsen oder Ölnuten.
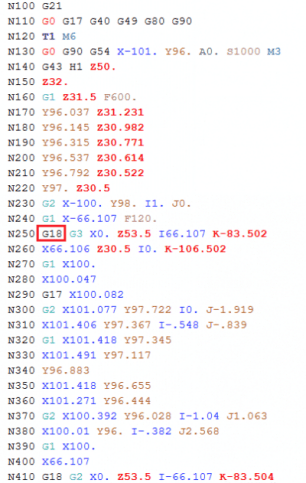
Warum kann der Werkzeugweg dann nicht den Bogenbearbeitungsweg von G02 und G03 ausgeben? Die Einstellungsmethode zur Lösung dieses Problems besteht darin, den Optionsmodus von XY (G17) in den Optionsmodus von XZ (G18) zu ändern. Wenn Sie die Werkzeugbahn für die zu ändernde Bearbeitungsachse programmieren, müssen Sie auch in einen anderen Ebenenmodus wechseln.
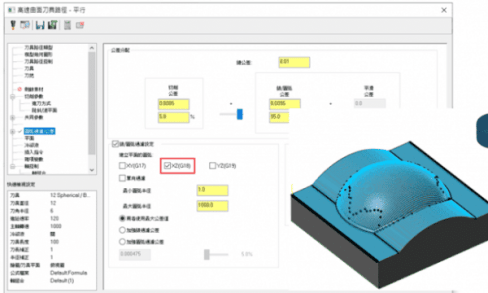
Aus der linearen Simulation in der obigen Abbildung ist ersichtlich, dass der axiale Bogenfilter mit XZ(G18) geprüft wird und viele Punkte reduziert werden. Der ausgegebene NC-Code dieses Bearbeitungsweges ist wie folgt dargestellt: