

Fast alle handelsüblichen Verbindungselemente bestehen aus Kohlenstoffstahl und legiertem Stahl und sind im Allgemeinen korrosionsbeständig. Daher muss die Beschichtung der Oberflächenbehandlung fest haften und darf sich beim Ein- und Ausbau nicht ablösen. Andererseits muss die Beschichtung bei Verbindungselementen mit Gewinde so dünn sein, dass sich die Gewinde nach der Beschichtung noch zusammenschrauben lassen. Im Allgemeinen ist die Temperaturgrenze der Beschichtung niedriger als die des Befestigungsmaterials, so dass auch die Betriebstemperaturanforderungen des Befestigungselements berücksichtigt werden müssen.
Der Hauptzweck der Oberflächenbehandlung ist die Ästhetik und der Korrosionsschutz. Da die Hauptfunktion von Verbindungselementen in der Befestigung von Teilen besteht, hat die Oberflächenbehandlung einen großen Einfluss auf ihre Befestigungsleistung. Daher sollte bei der Auswahl des Oberflächenbehandlungsverfahrens das Drehmoment und die Vorspannungskonsistenz des Befestigungselements berücksichtigt werden.
Ein hochrangiger Konstrukteur sollte nicht nur die strukturelle Konstruktion und den Herstellungsprozess berücksichtigen, sondern auch auf die Herstellbarkeit der Montage und sogar auf die Anforderungen des Umweltschutzes und der Wirtschaftlichkeit achten. Auf der Grundlage der oben genannten Faktoren wird im Folgenden eine kurze Einführung in einige häufig verwendete Beschichtungen für Verbindungselemente gegeben, die für Praktiker von Verbindungselementen von Interesse ist.
Elektrisch Verzinkt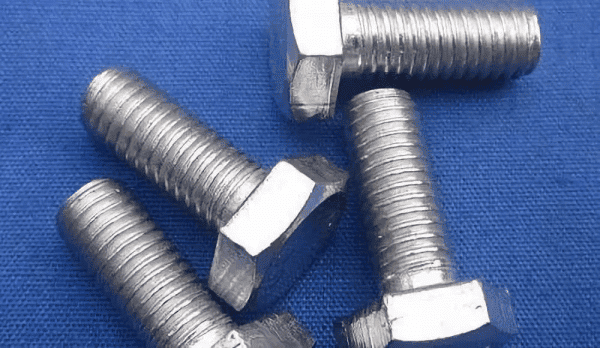
Galvanisch verzinkt ist die am häufigsten verwendete Beschichtung für gewerbliche Befestigungselemente. Sie ist billiger, sieht besser aus und ist in Schwarz oder Armeegrün erhältlich. Allerdings ist die Anti-Korrosions-Leistung im Allgemeinen, seine Anti-Korrosions-Leistung ist die niedrigste in der Verzinkung (Beschichtung) Schicht. Allgemeine elektrische Verzinkung neutralen Salzsprühnebeltest innerhalb von 72 Stunden, gibt es auch eine spezielle Dichtungsmittel, so dass die neutrale Salzsprühnebeltest für mehr als 200 Stunden, aber der Preis ist teuer, 5~8 mal, dass der allgemeinen Verzinkung.
Galvanische Verzinkung ist leicht zu Wasserstoff Sprödigkeit zu produzieren, so dass die Bolzen über Grad 10.9 in der Regel nicht verwenden Verzinkung Behandlung. Obwohl der Ofen nach der Beschichtung dehydriert werden kann, weil der Passivierungsfilm bei mehr als 60℃ zerstört wird, muss die Dehydrierung vor der Passivierung nach der Galvanisierung durchgeführt werden. Wie schlechte Bedienbarkeit, und hohe Verarbeitungskosten. In Wirklichkeit wird die allgemeine Fertigungsanlage nicht aktiv dehydrieren, es sei denn, spezifische Kundenanforderungen.
Galvanisch verzinkte Verbindungselemente Drehmoment - Vorspannung Konsistenz ist schlecht und instabil, in der Regel nicht in wichtigen Teilen der Verbindung verwendet. Um die Drehmoment-Vorspannkraft-Konsistenz zu verbessern, kann auch die Methode der Beschichtung von Schmiermittel nach der Beschichtung verwendet werden, um die Drehmoment-Vorspannkraft-Konsistenz zu verbessern und zu erhöhen. Wenn Sie auf der Suche nach hochwertigen Verbindungselementen mit verschiedenen Beschichtungen sind, können Sie sich informieren über Bolzen und Muttern online um die perfekte Lösung für Ihre Bedürfnisse zu finden.
Phosphatieren
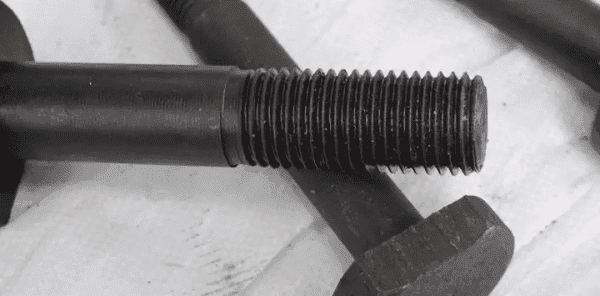
Ein Grundprinzip der Phosphatierung ist relativ billig verzinkt, mit Korrosionsbeständigkeit als verzinkte schlecht. Nach Phosphatierung sollte mit Öl beschichtet werden, das Niveau der Korrosionsbeständigkeit und die Leistung des Öls haben eine große Beziehung. Zum Beispiel, nach der Phosphatierung beschichtet allgemeinen Anti-Rost-Öl, das neutrale Salzsprühtest ist nur 10~20 Stunden. Mit hochwertigem Rostschutzöl beschichtet, kann es 72~96 Stunden erreichen. Aber sein Preis ist 2~3 mal so hoch wie der der allgemeinen Phosphatierung.
Bei Verbindungselementen werden in der Regel zwei Arten von Phosphatierung verwendet: Zinkphosphatierung und Manganphosphatierung. Zinkphosphatierung Schmierleistung ist besser als Manganphosphatierung, und Manganphosphatierung Korrosionsbeständigkeit und Verschleißfestigkeit sind besser als Zink. Es kann bei Temperaturen von 225 bis 400 Grad Fahrenheit (107 bis 204 Grad Celsius) verwendet werden. Insbesondere die Verbindung einiger wichtiger Teile. Zum Beispiel, Pleuelstangenschrauben, Muttern, Zylinderköpfe, Hauptlager, Schwungradschrauben, Radschrauben, Muttern, etc.
Hochfeste Schrauben verwenden Phosphatierung, sondern auch, um das Problem der Wasserstoff-Sprödigkeit zu vermeiden, so dass im industriellen Bereich der 10,9 Grad über Schrauben in der Regel Phosphatierung Oberflächenbehandlung.
Oxidation (Schwärzung)
Schwärzen und Ölen ist eine beliebte Beschichtung für industrielle Verbindungselemente, weil sie am billigsten ist und gut aussieht, bevor das Öl ausgeht. Da die Schwärzung wenig Schutz gegen Rost bietet, rostet sie ohne Öl schnell. Selbst in Anwesenheit von Öl kann der neutrale Salzsprühnebeltest nur 3 ~ 5 Stunden erreichen.
Kadmium-Beschichtung
Die Korrosionsbeständigkeit der Cadmium-Beschichtung ist sehr gut, vor allem in der Marine-Atmosphäre, die Korrosionsbeständigkeit ist besser als andere Oberflächenbehandlungen. Die Kosten für die Behandlung der Abfallflüssigkeit bei der Galvanisierung von Cadmium sind groß und die Kosten sind hoch. Der Preis ist etwa 15 ~ 20 mal so hoch wie bei der Galvanisierung von Cadmium. Daher wird es nicht in der allgemeinen Industrie verwendet, sondern nur für einige spezifische Umgebungen. Zum Beispiel werden Verbindungselemente für Ölbohrplattformen und HNA-Flugzeuge verwendet.
Verchromen
Vernickeln
Unter Vernickeln versteht man das Aufbringen einer Nickelschicht auf ein Metall oder bestimmte Nichtmetalle durch Elektrolyse oder Chemie. Die Vernickelung wird unterteilt in die galvanische Vernickelung und die stromlose Vernickelung.
Es wird hauptsächlich als Konservierungsmittel verwendet und hat eine gute elektrische Leitfähigkeit. Wie z. B. die Fahrzeugbatterie Anschlussklemme, etc.

Schmelztauchverzinkung ist eine thermische Diffusionsbeschichtung von Zink, das zu einer Flüssigkeit erhitzt wird. Seine Schichtdicke ist 15~100μm, und nicht leicht zu kontrollieren, aber gute Korrosionsbeständigkeit ist meist in der Technik verwendet. Schmelztauchverzinkung in den Prozess der schweren Verschmutzung, wie Zinkabfälle und Zinkdampf.
Aufgrund der dicken Beschichtung ist es schwierig, die Innen- und Außengewinde in den Verbindungselementen zu verschrauben. Aufgrund der Temperatur der Schmelztauchverzinkung (340-500C) kann es nicht für Verbindungselemente der Klasse 10.9 und höher verwendet werden.
Zink-Imprägnierung
Zincing ist eine feste metallurgische Thermodiffusionsbeschichtung aus Zinkpulver. Seine Einheitlichkeit ist gut, das Gewinde und das Sackloch können eine einheitliche Schicht erhalten. Die Schichtdicke beträgt 10 ~ 110μm, und der Fehler kann bei 10% kontrolliert werden. Seine Bindungsstärke und Korrosionsschutzleistung mit dem Substrat in der Zinkbeschichtung (galvanisch verzinkt, feuerverzinkt, Dacromet ) ist die beste. Der Verarbeitungsprozess ist frei von Umweltverschmutzung und am umweltfreundlichsten.
Dacromet
DACROMET ist eine Übersetzung und Abkürzung von DACROMET, DACROMET Rost. Zn-cr-Beschichtung ist eine neue Anti-Korrosions-Beschichtung mit Zinkpulver, Aluminiumpulver, Chromsäure und deionisiertem Wasser als Hauptbestandteile.
Es gibt kein Problem mit Wasserstoffversprödung, und die Konsistenz zwischen Drehmoment und Vorspannung ist gut. In der Tat, es ist am besten geeignet für hochfeste Verbindungselemente mit hohen Anforderungen an den Korrosionsschutz, unabhängig von der Wertigkeit Chrom und Umweltschutz Fragen.




