Die kundenspezifische Messing-Ventilkörper Lösung dieses Mal stellt eine kundenspezifische Messing-Ventilkörper von Precision CNC Machining Parts Supplier-Yijin Hardware verarbeitet. Die Verarbeitung Schwierigkeit dieser kundenspezifischen Messing Ventilkörper ist vor allem aufgrund seiner geringen Größe und relative innere Struktur. Es ist komplex und erfordert hohe Präzision. Es kann sehr schwierig sein, für eine Präzision CNC-Bearbeitung Teile Lieferanten mit unzureichender Erfahrung und fortschrittliche Maschinen und Anlagen.
Parameter des Ventilgehäuses aus Kupfer
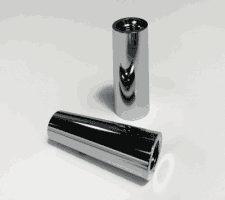
Produkte Name: Ventilkörper
Produkt Zweck: Es wird für Pipelines verwendet
H62 Material: Messing H62
∅25×64 Spezifikation des Materials: ∅25×64
Oberflächenbehandlung: Verchromt
Für eine professionelle Präzisions-CNC-Bearbeitung Teile Lieferanten, vor der Anpassung von CNC-Bearbeitung Teile, ist es notwendig, die Eigenschaften von Materialien zu verstehen, zu analysieren, die Bedürfnisse der Kunden, und die Schwierigkeiten der Zeichnungen, und schließlich kommen mit Lösungen, und wir sind die Formulierung der Gleiche gilt für diese kundenspezifische Messing Ventilkörper Lösung.
Eigenschaften von Messing H62
H62 Messing steht für gewöhnliche Messing mit einem durchschnittlichen Kupfergehalt von 62%, gewöhnliche Messing ist auf der Grundlage der Zugabe von anderen Elementen von Kupfer-Legierung genannt werden spezielle Messing und es ist immer noch durch "H", gefolgt von der chemischen Symbol und die durchschnittliche Zusammensetzung f andere Elemente hinzugefügt.
Wie z.B. H62, wo der Kupfergehalt 60,5%~63,5% beträgt und der restliche Gehalt Zink ist.HA59-3-2 zeigt an, dass der Kupfergehalt 57%~60%, der Aluminiumgehalt etwa 2,5%~3,5%, der Nickelgehalt 2%~3% und der restliche Gehalt Zink ist.
Es gibt drei Arten von Messing, die in gewöhnliches Messing, Sondermessing und Gussmessing unterteilt werden. Gegossenes Messing beginnt mit ZCu, gefolgt von den Symbolen der anderen Elemente und ihrem durchschnittlichen Gehalt.
Gewöhnliches Messing hat gute mechanische Eigenschaften, es hat eine gute Plastizität im kalten Zustand und eine bessere Plastizität im heißen Zustand. Es ist gut bearbeitbar, lässt sich leicht löten und schweißen und ist korrosionsbeständig, aber es kann leicht Risse bekommen. Darüber hinaus ist der Preis billig und weit verbreitet in einem gemeinsamen Messing Vielfalt verwendet.
H62-Messing ist bei Raumtemperatur in der β-Phase viel härter als in der a-Phase, so dass es für Teile verwendet werden kann, die großen Belastungen ausgesetzt sind. "a+" Zweiphasen-Messing kann über 600℃ warm bearbeitet werden.Mikrostruktur von a+β-Zweiphasen-Messing: a ist ein heller weißer Mischkristall und β ist ein geordneter Mischkristall auf CuZn-Basis.
Es können alle Arten von Zug- und Biegespannungsteilen hergestellt werden, wie z. B. Stifte, Nieten, Unterlegscheiben, Muttern, Rohre, Barometerfedern, Siebgewebe, Heizkörperteile usw.
Verarbeitungstechnik
Die Mengen der Werkzeuge: 9 Werkzeuge
Werkzeug-Typ: 35°rundes Drehwerkzeug, 2MM Abstechwerkzeug, ∅7.1 Bohrer, ∅8 Aufbohrwerkzeuge, ∅8 Innengewindewerkzeuge, ∅5.5 Bohrer, 1/4-32 Gewindebohrer, ∅8 Fräser, ∅1.5 Bohrer, ∅1.5 Fräser
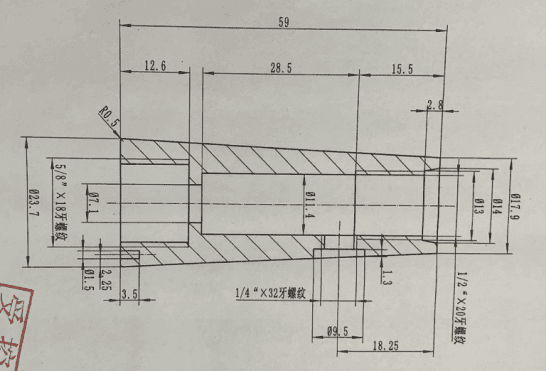
1) Gemäß der Zeichnungsanalyse haben die Kupferventilteile keine besonderen Präzisionsanforderungen in Bezug auf die Form- und Positionstoleranz. Daher wählen wir die Richtung des 5/8-Gewindes der Teile als Priorität für die Bearbeitung, weil es eine Anforderung von R0.5 Winkel in dieser Richtung gibt. Die Verrundung des R0,5-Winkels und der zylindrischen schrägen Ebene und der bearbeiteten Endfläche ist eine perfekte Verbindung.
Verwenden Sie einen 35°Runddrehmeißel zur Bearbeitung der Teileform, dann verwenden Sie einen ∅7,1-Bohrer, ∅8-Bohrer zur Bearbeitung von ∅7,1 und ein 5/8 x18-Gewinde am Boden.
Verwenden Sie ∅8 Innengewindewerkzeuge, um 5/x18 Gewinde zu bearbeiten, dann verwenden Sie ∅1.5 Bohrer, ∅1.5 Fräser, um ein Loch der Größe ∅1.5×3.5 zu bearbeiten, dann verwenden Sie ∅5.5 Bohrer, 1/4-32 Gewindebohrer und ∅8 Fräser, um ∅9.5 und 1/4-32 Gewinde zu bearbeiten, dann schneiden Sie die Teile mit einem 2mm Abstechwerkzeug ab.
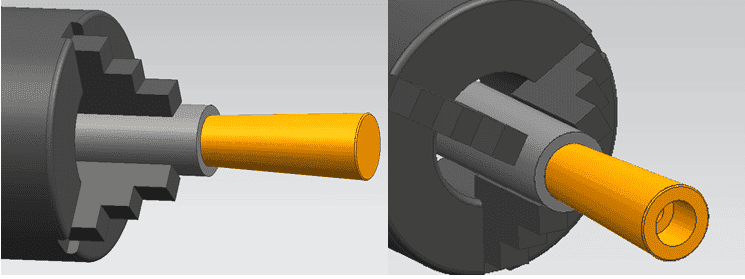
2) Es ist notwendig, vor der Verarbeitung an beiden Enden eine Klemme anzubringen, das Außengewinde 5/8×18 ist 11mm lang. Wie das folgende Bild zeigt:
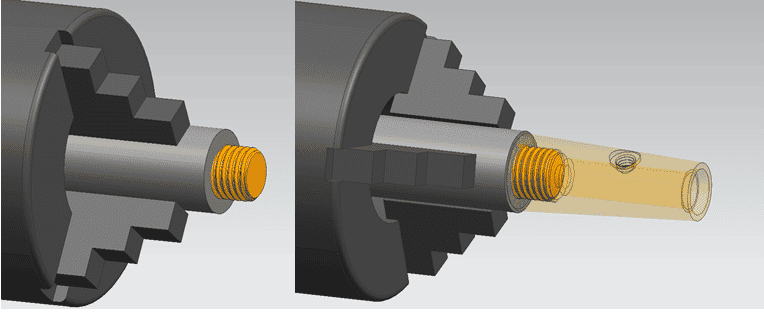
Der Grund dafür ist, dass die Oberfläche die schiefe Ebene dieser Teile ist und es keine Spannbedingungen gibt. Es kann also nur mit einem 5/8×18 Innengewinde montiert werden, das mit dem 5/8×18 Außengewinde der Vorrichtung bearbeitet wurde. Durch die anschließende Bearbeitung des verbleibenden Teils wird nicht nur der wiederholte Positionierungsfehler der Teile sichergestellt, sondern auch die Bearbeitungseffizienz verbessert.
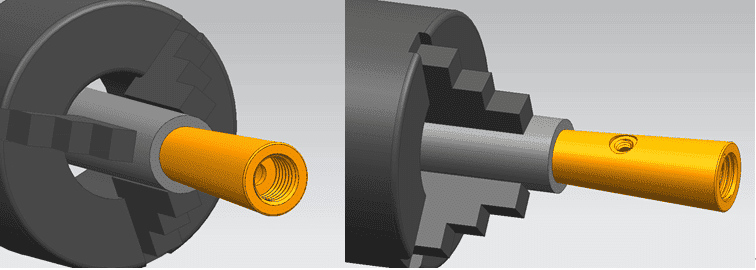
Verwenden Sie einen 35°Runddrehmeißel, um eine Gesamtlänge von 59 mm zu bearbeiten, dann verwenden Sie einen ∅7,1-Bohrer und ∅8-Bohrer, um ein 1/2×20-Gewinde zu bearbeiten. Zum Schluss wird die Oberfläche verchromt.
Bitte beachten Sie die unten stehenden fertigen Teile: