

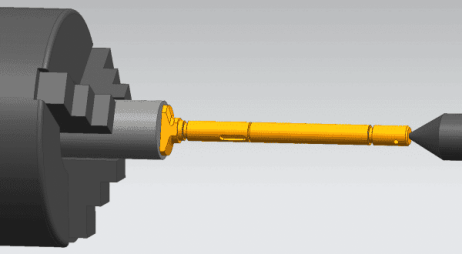
Name des Produkts: Führungswelle
Es wird in Maschinen verwendet
Material: Edelstahl 316L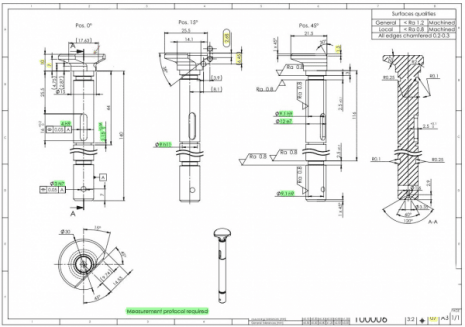 316L ist eine Marke von rostfreiem Stahl, AISI316L entspricht der Marke der Vereinigten Staaten und SUS 316L entspricht der japanischen Marke.
316L ist eine Marke von rostfreiem Stahl, AISI316L entspricht der Marke der Vereinigten Staaten und SUS 316L entspricht der japanischen Marke.
Chemische Komponente
C: ≤0,030, Si: ≤1,00, Mn: ≤2,00, S: ≤0,030, P: ≤0,045
Cr: 16.00~18.00, Ni: 10.00~14.00, Mo: 2.00~3.00
Widerstandsfähigkeit gegen Korrosion:
Die Hauptanwendung sind die chemischen Eigenschaften von 316L, so dass die Stahlwerke bei 316L etwas geringere Anforderungen an die Oberflächenprüfung stellen als bei 304. Wenn Kunden hohe Anforderungen haben, sollte die Oberflächeninspektion verstärkt werden.
Mechanische Eigenschaften:
Zugfestigkeit σb (MPa):≥480
Versetzte Streckgrenze σ0,2 (MPa):≥177
Dehnung δ5 (%):≥40
Prozentuale Verringerung der Fläche ψ (%):≥60
Härte: ≤187HB;≤90HRB;≤200HV
Dichte: 7,98g/cm3
Spezifisches Wärmeverhältnis:(20℃0,502J/(g*K)
Verarbeitungstechnik
Die Anzahl der Werkzeuge:8 Werkzeuge
Typ des Werkzeugs:
∅1,6 Einstechbohrer, 45° Runddrehmeißel, 2mm Einstechfräser, 1mm Einstechfräser, ∅2,8 Bohrer, ∅2,98 Reibahlen, ∅3 Stoßfräser, ∅10 Stoßfräser
Nach der Analyse der Teilezeichnung liegt die Schwierigkeit dieses Teils in dem Teil des Drehkörpers und dem Teil der Funktionsfläche und der Keilnut 16×4×2,5. Es ist notwendig, die Bearbeitung dieser Teile in demselben Werkzeug abzuschließen, um die Genauigkeit der Teile zu gewährleisten, so dass beschlossen wurde, dass die Teile in den folgenden Werkzeugen verwendet werden sollten Dreh- und Fräsverbundbearbeitungszentrum zur Komplettierung der Bearbeitung dieses Teils. Verwenden Sie die Spitzengröße ∅1,6-60° für die Endenbearbeitung, um sicherzustellen, dass die Teile eine ausreichende Steifigkeit aufweisen.
45° Runddrehmeißel und ∅1,6 Zentrierbohrer zur Bearbeitung von Zentrierbohrungen von ∅1,6-60°
Die Länge des Rohlings reicht bis zu 180 mm, um die ∅30-Teil-Charakteristik zu erreichen, so dass ein ausreichender Sicherheitsabstand zwischen der Spindel und dem Greifer gewährleistet ist, um Schäden an Teilen und Geräten durch Kollisionen während der Bearbeitung zu vermeiden.
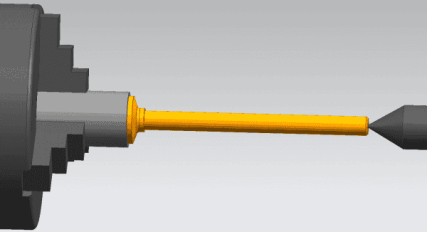
Verwenden Sie einen 45°-Runddrehmeißel zur Schrupp- und Schlichtbearbeitung von ∅30, ∅15 und ∅12e7.
Verwenden Sie 1mm und 2mm Nutenfräser zur Bearbeitung von Nuten der Größe ∅9,1h9*2,5 und ∅9h11*1,15

Verwenden Sie ∅2.8 Bohrer und ∅2.98 Reibahlen zur Grob- und Feinbearbeitung ∅der 3N7 Bohrung. Verwenden Sie ∅3 Stoßfräser Bearbeitung Schlüssel Nut 16×4×2,5, dann verwenden Sie ∅3 und ∅10 Stoßfräser Bearbeitung Dicke 25,5 mm, 21,5 mm, und R2 Merkmale der Position zu fördern. Dann schneiden Sie die Gesamtlänge der Teile mit einem 2mm Nutenfräser und lassen Sie eine Marge von 0,5mm, schließlich, Drehen der Verarbeitung Gesamtlänge auf 150mm.
Bitte beachten Sie die unten stehenden fertigen Teile:

-
Weitere Fallstudien werden empfohlen: CNC-Bearbeitung Teile




