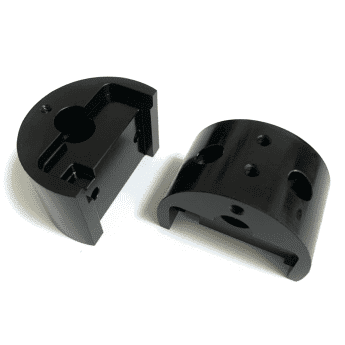
Produktname: Block Welle
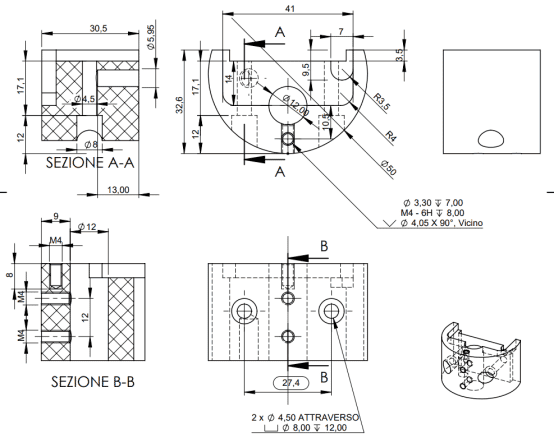
Genauigkeitsgrad: IT10
Material: Schwarzes PVC
Materialtyp: Φ55 Stabmaterial
Produkt Zweck: Verbindung mit dem Schacht, der das Kernstück der optischen Ausrüstung ist
Als einer der universell einsetzbaren Kunststoffe mit der weltweit größten Produktion wird PVC in vielen Bereichen eingesetzt, darunter Baumaterialien, Rohre und Schläuche, elektrische Leitungen und Kabel, Verpackungsfolien, Flaschen, Schaumstoffe und Fasern. Außerdem ist es das kostengünstigste Allzweckmaterial, das sich durch gute mechanische Eigenschaften, Produkttransparenz, elektrische Isolierung, Wärmeisolierung, Geräuschdämpfung und Stoßdämpfung auszeichnet. Die Nachteile von Hart-PVC und Weich-PVC liegen in der geringen thermischen Stabilität und der geringen Stoßfestigkeit sowie in der Tendenz, bei der Verwendung zu verspröden. Daher ist bei der CNC-Bearbeitung des PVC-Materials Folgendes zu beachten.
- PVC gehört zu den Kunststoffen, die im Vergleich zum herkömmlichen Material POM eine schlechte thermische Stabilität und eine geringe Stoßfestigkeit aufweisen und bei der CNC-Bearbeitung zur Versprödung neigen. Es sollten speziell für PVC geeignete Fräser verwendet werden, da sonst die Oberflächengüte nach der Bearbeitung aufgrund einer unzureichenden Fräserschärfe nicht den Anforderungen der Zeichnung entspricht.
- Versuchen Sie, vernünftige Schnittparameter sowie niedrige Drehzahlen und Vorschubgeschwindigkeiten zu verwenden, die für den Abtransport von Kunststoffresten gut sind. Andernfalls bleiben die Kunststoffreste am Werkstück haften und beeinträchtigen die Kühlung, was zum Anhaften am Schneidwerkzeug, zum Abrieb der Werkstückoberfläche und zu Rissen oder Kerben auf der Werkstückoberfläche führt.
- Verwenden Sie eine geeignete Spannvorrichtung und einen guten Schutz für das Teil. Da dieses Teil während der Bearbeitung mehrfach eingespannt werden muss und Kunststoffe eine geringere Härte als Metalle haben, müssen sowohl die Spannflächen als auch die Spannkräfte jedes Mal in angemessener Weise berücksichtigt werden. Andernfalls kann das Teil abgeschlagen werden oder seine Oberflächen können durch das Einspannen beschädigt werden.
- Die Unterlassung eines der oben genannten Punkte führt mit großer Wahrscheinlichkeit zu fehlerhaften Produkten!
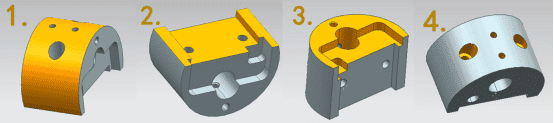
Bearbeitungsverfahren
Bearbeitungsreihenfolge:
Ausrüstung für die Bearbeitung: CNC-Dreh- und CNC-Fräswerkzeugmaschinen
Anzahl der Fräser: 10
Typ der Schneidevorrichtung: 45°Kreisdrehfräser, 3 mm Abstecher, Φ10 Bohrer, Φ4 Schaftfräser, Φ8 Schaftfräser, Φ12 Schaftfräser, Φ3,3 Bohrer, M4 Gewindebohrer, Φ4,5 Bohrer und Φ6-45°Fasenfräser
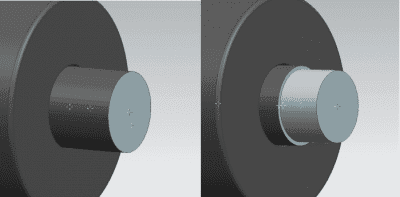
1. Beim CNC-Drehen wird der 45°Kreisfräser sowohl für die Fein- als auch für die Schruppbearbeitung des Φ55 Das 3 mm Abstechwerkzeug wird für das Trennen der Teile verwendet.
2. Beim Fräsen wird der Φ12Endfräser sowohl für die Grob- als auch für die Feinbearbeitung der Höhe 6 mm und der Höhe 3,5 mm verwendet.
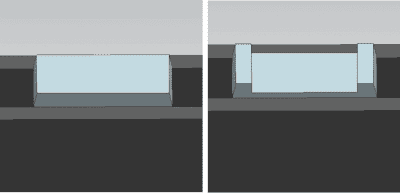
3. Der Φ12-Schaftfräser wird für die Schrupp- und Feinbearbeitung der Höhe 30,5 mm verwendet, der Φ8-Schaftfräser wird für die Schrupp- und Feinbearbeitung der Breite 41 mm und der Höhe 4,5 mm verwendet, der Φ4-Schaftfräser wird für die Schrupp- und Feinbearbeitung der Höhe 3,5 mm verwendet. Der Φ3-Bohrer und der M4-Gewindebohrer werden für die Grob- und Feinbearbeitung des M4-Gewindes verwendet, und der Φ8-Schaftfräser wird für die Grob- und Feinbearbeitung der Φ12-Bohrung verwendet.
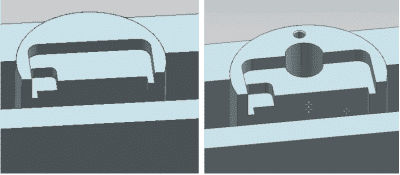
4. Die Φ3- und Φ4,5-Bohrer werden für die Bearbeitung der unteren Bohrung des M4-Gewindes und der Ф4,5-Durchgangsbohrung verwendet. Der M4-Gewindebohrer und der Φ4-Schaftfräser werden sowohl für die Grob- als auch für die Feinbearbeitung des M4-Gewindes und der Φ8-Senkbohrung verwendet.
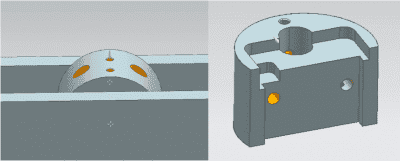
Das folgende Bild zeigt die fertige Blockwelle durch CNC-Bearbeitung für optische Geräte.