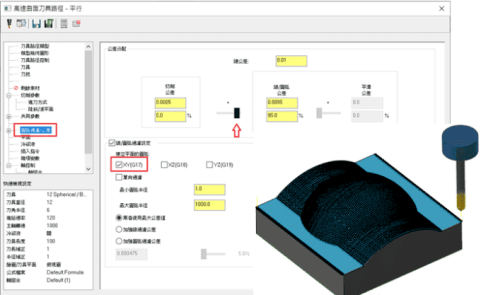
Lors de l'utilisation du traitement parallèle, la trajectoire de l'outil 3D dans l'option de filtre/tolérance circulaire, il y a vérifié en utilisant le filtre ligne/arc fonction Paramètres option, et tirer ligne/arc tolérance augmente à 95% du filtre, mais lorsque la sortie linéaire analogique et le programme de traitement sans G02 / G03 chemin d'usinage arc, la sortie à G01 exécuter le programme de traitement de la façon. Pourquoi ?
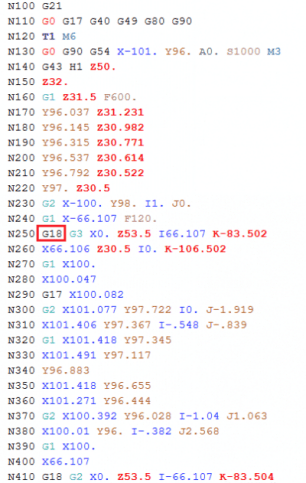
Le code NC de sortie de ce chemin de traitement est le suivant :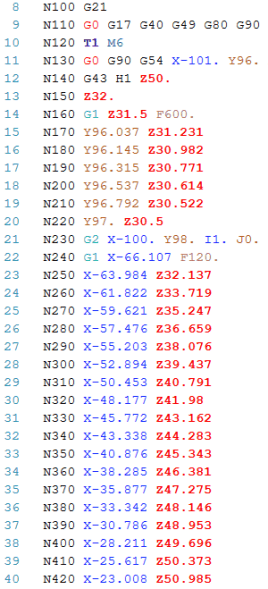
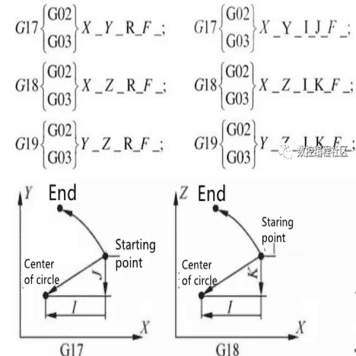
En se basant sur le jugement des modes G02 et G03, le diagramme suivant peut être utilisé pour comprendre la direction axiale et la manière de sélectionner l'application de sortie lors de l'utilisation de l'interpolation d'arc. En général, dans les modes G2 et G3, le système utilise deux axes pour le calcul et la sortie de la trajectoire de l'outil. Le format de sortie est légèrement différent, sauf pour les trajectoires d'outils telles que les fraises à spirale inférieures, le fraisage de filets ou les rainures d'huile.
Par conséquent, pourquoi la trajectoire de l'outil ne peut-elle pas produire la trajectoire d'usinage en arc de G02 et G03 ? La méthode de réglage pour résoudre ce problème consiste à changer le mode d'option XY(G17) en mode d'option XZ(G18). Si vous programmez le changement de trajectoire de l'outil vers l'axe d'usinage, vous devez également passer à un autre mode de plan.
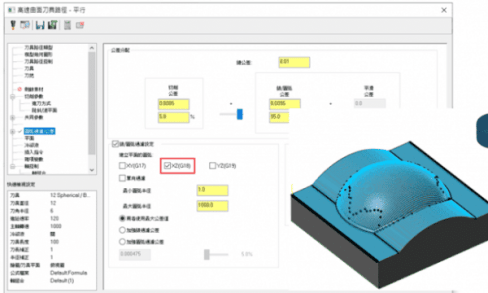
La simulation linéaire présentée dans la figure ci-dessus montre que le filtre d'arc axial avec XZ(G18) est vérifié et qu'un grand nombre de points sont réduits. Le code NC de sortie de ce chemin de traitement est le suivant :