

Solution pour les pièces aérospatiales à commande numérique
Ce produit est utilisé dans le principal collier de serrage pour l'aviation. Il est fabriqué en A7075-T6 et sa surface est traitée par anodisation dure. Il est fourni à Dassault Aircraft Manufacturing Company of France. Au début, Dassault ne nous fait pas confiance pour la réalisation d'accessoires aéronautiques, notre service commercial et le département des achats et de la technologie de Dassault Aircraft Manufacturing Company communiquent en profondeur, par exemple, sur nos cas de coopération réussie, tels que notre expérience de coopération avec China Southern Airlines, ainsi que sur un cas avec les filiales de Boeing, et invitent Dassault Aircraft Manufacturing Company à visiter notre usine à Shenzhen, en Chine. La société Dassault Aircraft Manufacturing Company est impressionnée par notre professionnalisme et notre sincérité et est disposée à passer une commande d'essai. Cette chemise à pâte principale est notre premier produit en coopération avec la société Dassault Aircraft Manufacturing Company.
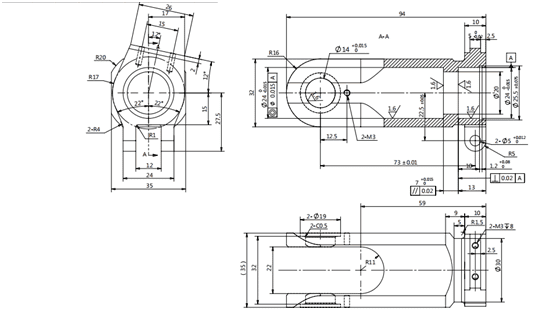
Le diamètre extérieur de ce produit est de 35 mm et sa longueur de 94 mm. La difficulté du traitement réside dans la première utilisation du tournage et du fraisage, puis de l'usinage CNC. Longue durée, exigences élevées en matière de précision, haute précision pour le serrage secondaire.
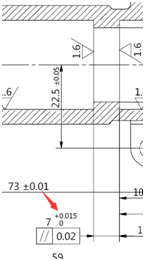
Comme le montrent les dessins ci-dessus, la difficulté de traitement de cette pince à pulpe principale réside uniquement dans le fait que la profondeur du trou central est de 7-0, +0,015. Si elle est traitée selon la méthode de forage traditionnelle, la tolérance de profondeur du trou central ne peut pas être garantie, après que le département technique de YIJIN Hardware et le département d'ingénierie ont conjointement étudié et répété, essayé et testé, et finalement complété le mésoporeux au moyen d'une décharge de cuivre après l'achèvement du traitement. La recherche de cette technologie ainsi que la rapidité et le professionnalisme avec lesquels le problème a été résolu ont permis à la société française Dassault Aircraft Manufacturing Company de remporter la palme. Evaluez et passez des commandes pour nous permettre de produire et de jeter des bases solides pour une coopération continue !
Interprétation détaillée de la précision d'usinage
La précision d'usinage est le degré de conformité entre les trois paramètres géométriques de la taille, de la forme et de la position réelles de la surface de la pièce après l'usinage et les paramètres géométriques idéaux requis par le dessin. Le paramètre géométrique idéal est la taille moyenne en termes de dimensions ; dans le cas de la géométrie de surface, il s'agit d'un cercle, d'un cylindre, d'un plan, d'un cône et d'une ligne droite absolus ; en termes de position mutuelle des surfaces, il s'agit d'un parallèle, d'une verticale, d'une coaxie, d'une symétrie absolus, etc. L'écart entre les paramètres géométriques réels de la pièce et les paramètres géométriques idéaux est appelé erreur d'usinage.
Yijin Hardware a plus de 20 ans d'expérience en matière d'usinage dans le domaine des opérateurs techniques afin de contrôler la précision du traitement. L'utilisation de Services de conception en 3D est un élément clé de notre processus, car il nous permet de créer des modèles numériques détaillés et des simulations avant le début du processus d'usinage. Cela garantit que toutes les pièces sont fabriquées selon des spécifications exactes, ce qui minimise les erreurs et améliore l'efficacité globale de la production.
Une brève introduction à la précision du traitement
La précision de l'usinage est principalement utilisée pour fabriquer des produits. La précision d'usinage et les erreurs d'usinage sont des termes utilisés pour évaluer les paramètres géométriques de la surface d'usinage. La précision de l'usinage est mesurée par des degrés de tolérance. Plus la valeur de la classe est petite, plus la précision est élevée ; l'erreur d'usinage est exprimée par une valeur numérique. Plus la valeur est élevée, plus l'erreur est importante. Une grande précision d'usinage signifie de petites erreurs d'usinage.
Il existe 20 niveaux de tolérance allant de IT01, IT0, IT1, IT2, IT3 à IT18. Parmi eux, IT01 indique que la pièce a la plus grande précision d'usinage, et IT18 indique que la pièce a la plus faible précision d'usinage. En général, les IT7 et IT8 ont des niveaux de précision d'usinage moyens. Les paramètres réels obtenus par n'importe quelle méthode d'usinage ne seront pas absolument exacts.
Du point de vue de la fonction de la pièce, tant que l'erreur d'usinage se situe dans la plage de tolérance requise par le dessin de la pièce, on considère que la précision de l'usinage est garantie. La précision d'usinage est indissociable d'opérateurs techniques qualifiés et d'un excellent équipement de pointe. Yijin Hardware dispose non seulement d'opérateurs techniques qualifiés, mais utilise également des équipements de pointe tels que des machines 3 axes, 4 axes, 5 axes et des tours CNC provenant d'Allemagne et de Suisse. L'équipement garantit la précision.
La différence entre l'exactitude et la précision
Précision
Il s'agit du degré de proximité entre le résultat de la mesure obtenue et la valeur réelle. La grande précision de la mesure signifie que l'erreur du système est faible. À ce stade, la valeur moyenne des données de mesure s'écarte de la valeur réelle, mais les données sont dispersées, c'est-à-dire que l'ampleur de l'erreur accidentelle n'est pas claire.
Précision
Se réfère à la reproductibilité et à la cohérence entre les résultats obtenus à partir de mesures répétées utilisant le même échantillon de réserve. Il est possible que la précision soit élevée, mais que l'exactitude ne le soit pas. Par exemple, les trois résultats obtenus en utilisant une longueur de 1 mm sont respectivement de 1,051 mm, 1,053 et 1,052. Bien que leur précision soit élevée, ils ne sont pas exacts. La précision indique l'exactitude des résultats de mesure, et la justesse indique la répétabilité et la reproductibilité des résultats de mesure. La précision est une condition préalable à l'exactitude. Yijin Hardware dispose également d'un équipement de mesure et d'un équipement de test avancés, d'un équipement de test tridimensionnel, d'un équipement de test bidimensionnel, etc.
Précision dimensionnelle
Il s'agit du degré de conformité entre la taille réelle de la pièce après usinage et le centre de la zone de tolérance de la taille de la pièce.
Précision de la forme
Il s'agit du degré de conformité entre la géométrie réelle de la surface de la pièce traitée et la géométrie idéale.
Précision de la position
Il s'agit de la différence de précision de position réelle entre les surfaces concernées de la pièce après traitement.
Relations mutuelles
En général, lors de la conception des pièces de machine et de la spécification de la précision d'usinage des pièces, il faut veiller à contrôler l'erreur de forme dans le cadre de la tolérance de position, et l'erreur de position doit être inférieure à la tolérance de taille. En d'autres termes, les pièces de précision ou les surfaces importantes des pièces doivent avoir des exigences de précision de forme plus élevées que les exigences de précision de position, et les exigences de précision de position doivent être plus élevées que les exigences de précision dimensionnelle.
Méthode d'amélioration de la précision d'usinage
1. Régler le système de traitement
Réglage de la coupe d'essai
En procédant à des essais de coupe, en mesurant la taille, en ajustant la capacité de coupe de l'outil, en coupant, en répétant la coupe, et ainsi de suite jusqu'à ce que la taille requise soit atteinte. Cette méthode a une faible efficacité de production et est principalement utilisée pour la production de petites séries d'une seule pièce.
Méthode d'ajustement
En ajustant à l'avance les positions relatives de la machine-outil, du dispositif de fixation, de la pièce à usiner et de l'outil, on obtient les dimensions requises. Cette méthode a une productivité élevée et est principalement utilisée pour la production de masse.
2. Réduire les erreurs des machines-outils
1) Améliorer la précision de fabrication des composants de la broche
Cela devrait améliorer la précision de la rotation des roulements :
① Utiliser des roulements de haute précision ;
② Palier hydrodynamique à huile à arêtes multiples de haute précision ;
③Utilisant des paliers hydrostatiques de haute précision
Devrait permettre d'améliorer la précision des pièces de roulement :
① Améliorer la précision d'usinage des trous de support de boîte et des tourillons de broche ;
②Améliorer la précision de l'usinage de la surface correspondant au roulement ;
③ Mesurer et ajuster la plage de battement radial des pièces correspondantes pour compenser ou annuler l'erreur.
2) Pré-tension correcte des roulements
① Peut éliminer l'écart ;
② Augmenter la rigidité des roulements ;
③ homogénéiser les erreurs de roulis.
3) La précision de la rotation de la broche ne se reflète pas sur la pièce.
3. Réduire les erreurs de transmission de la chaîne de transmission
1) Le nombre de pièces de transmission est réduit, la chaîne de transmission est courte et la précision de la transmission est élevée ;
2) L'utilisation d'une transmission à vitesse réduite (i <1) est un principe important pour garantir la précision de la transmission, et plus l'extrémité de la paire de transmission est proche, plus le rapport de transmission doit être faible ;
3) La précision de la pièce finale doit être supérieure à celle des autres pièces de transmission.
4. Réduire l'usure des outils
L'outil doit être réaffûté avant que l'usure de la taille de l'outil n'atteigne le stade de l'usure tranchante.
5. Réduire les contraintes et les déformations du système de transformation
Principalement à partir de :
(1) Améliorer la rigidité du système, en particulier la faiblesse des maillons faibles du système de transformation ;
(2) Réduire la charge et ses variations.
Améliorer la rigidité du système :
(1) Conception structurelle raisonnable
1) Minimiser le nombre de surfaces de connexion ;
2) Prévenir l'apparition de liaisons locales à faible rigidité ;
3) La structure et la forme de la section transversale de la base et du support doivent être sélectionnées de manière raisonnable.
(2) Améliorer la rigidité de contact de la surface de connexion
1) Améliorer la qualité de l'interface entre les pièces des machines-outils ;
2) Précharger les pièces de la machine ;
3) Améliorer la précision du plan de référence de positionnement de la pièce et réduire sa valeur de rugosité de surface.
(3) Utiliser des méthodes de serrage et de positionnement raisonnables
Réduire la charge et ses variations :
(1) Sélection raisonnable des paramètres géométriques de l'outil et de la quantité de coupe pour réduire l'effort de coupe ;
(2) Regrouper les matières premières afin d'obtenir l'allocation de transformation des matières premières, même pendant l'ajustement.
6. Réduire la déformation thermique du système de traitement
(1) Réduire la production de chaleur et isoler les sources de chaleur
1) Utiliser une quantité de coupe plus petite ;
2) Lorsque la précision des pièces est élevée, il convient de séparer les processus d'ébauche et de finition ;
3) Séparer autant que possible la source de chaleur de la machine afin de réduire la déformation thermique de la machine ;
4) Pour les sources de chaleur inséparables telles que les roulements de l'arbre principal, les paires d'écrous à vis, les paires de rails à grande vitesse, etc., améliorer les caractéristiques de frottement du point de vue de la structure et de la lubrification, réduire la production de chaleur ou utiliser des matériaux d'isolation thermique ;
5) Adoption d'un refroidissement par air forcé, d'un refroidissement par eau et d'autres mesures de dissipation de la chaleur.
(2) Champ de température d'équilibre
(3) Adopter des normes raisonnables en matière de structure et d'assemblage des composants de la machine-outil
1) Adoption d'une structure thermiquement symétrique - dans la boîte de vitesses, les arbres, les roulements et les engrenages de transmission sont disposés symétriquement afin d'uniformiser la température de la paroi de la boîte et de réduire la déformation du corps de la boîte ;
2) Choisir raisonnablement le critère d'assemblage pour les pièces de machines-outils.
(4) Accélérer l'équilibre du transfert de chaleur ;
(5) Contrôler la température ambiante.
7. Réduire les contraintes résiduelles
(1) Ajout d'un processus de traitement thermique pour éliminer les contraintes internes ;
(2) Organiser raisonnablement le processus technologique.
Méthodes de mesure
La précision d'usinage utilise différentes méthodes de mesure en fonction du contenu et des exigences de précision de l'usinage. En général, il existe les types de méthodes suivants :
Selon que le paramètre mesuré est directement mesuré ou non, il peut être divisé en mesures directes et indirectes.
Mesure directe : mesurer directement les paramètres mesurés pour obtenir la taille mesurée. Par exemple, utiliser des pieds à coulisse et des comparateurs pour mesurer.
Mesure indirecte : mesure des paramètres géométriques liés à la taille mesurée et obtention de la taille mesurée par calcul.
Il est évident que la mesure directe est plus intuitive et que la mesure indirecte est plus compliquée. En général, lorsque la taille mesurée ou la mesure directe ne répond pas aux exigences de précision, il faut recourir à la mesure indirecte.
Selon que la valeur de lecture de l'instrument de mesure indique directement la valeur de la taille mesurée, elle peut être divisée en mesure absolue et mesure relative.
Mesure absolue :
La valeur de lecture indique directement la taille de la grandeur mesurée, par exemple à l'aide d'un pied à coulisse.
Mesure relative :
La valeur lue indique uniquement l'écart de la taille mesurée par rapport à la quantité standard. Si vous utilisez un comparateur pour mesurer le diamètre de l'arbre, vous devez d'abord ajuster la position zéro de l'instrument à l'aide d'un bloc, puis effectuer la mesure. La valeur mesurée est la différence entre le diamètre de l'arbre latéral et la taille du bloc. Il s'agit de la mesure relative. En règle générale, la précision de la mesure relative est plus élevée, mais la mesure est plus difficile.
Selon que la surface mesurée est ou non en contact avec la tête de l'instrument de mesure, on distingue les mesures avec contact et les mesures sans contact.
Mesure par contact : La tête de mesure est en contact avec la surface à contacter et il y a une force de mesure mécanique. Il s'agit par exemple de mesurer des pièces à l'aide d'un micromètre.
Mesure sans contact : La tête de mesure n'est pas en contact avec la surface de la pièce mesurée. La mesure sans contact permet d'éviter l'influence de la force de mesure sur le résultat de la mesure. Par exemple, l'utilisation de méthodes de projection et de mesures par interférence d'ondes lumineuses.
En fonction du nombre de paramètres de mesure, on distingue la mesure unique et la mesure globale.
Mesure unique : chaque paramètre de la pièce testée est mesuré séparément.
Mesure globale : La mesure reflète l'indice global des paramètres pertinents de la pièce. Lors de la mesure du filetage à l'aide d'un microscope à outil, le diamètre réel du filetage, l'erreur de demi-angle du profil de la dent et l'erreur cumulative du pas peuvent être mesurés séparément.
La mesure globale est généralement plus efficace et plus fiable pour assurer l'interchangeabilité des pièces. Elle est souvent utilisée pour le contrôle des pièces finies. Une mesure unique permet de déterminer l'erreur de chaque paramètre séparément et est généralement utilisée pour l'analyse et l'inspection des processus, ainsi que pour la mesure de paramètres spécifiés.
Le rôle de la mesure dans le processus de traitement est divisé en deux catégories : la mesure active et la mesure passive.
Mesure active : La pièce est mesurée pendant le traitement, et le résultat est directement utilisé pour contrôler le traitement de la pièce, afin d'éviter l'apparition de déchets à temps.
Mesure passive : Mesure effectuée après le traitement de la pièce. Ce type de mesure permet uniquement de juger si les pièces traitées sont qualifiées ou non, et se limite à la détection et au rejet des rebuts.
Selon l'état de la la partie testée dans le processus de mesure, Il existe deux types de mesures : les mesures statiques et les mesures dynamiques.
Mesure statique : La mesure est relativement statique. Par exemple, un micromètre pour mesurer le diamètre.
Mesure dynamique : mouvement relatif entre la surface mesurée et la tête de mesure pendant l'état de travail simulé lors de la mesure.
La méthode de mesure dynamique peut refléter la situation dans laquelle la pièce est proche de l'état d'utilisation, ce qui constitue l'axe de développement de la technologie de mesure.
Yijin Hardware a plus de 20 ans d'expérience dans le domaine de l'usinage. Elle dispose de méthodes de traitement uniques et d'un contrôle de précision dans les domaines de l'aérospatiale et de l'aviation, ainsi que d'un système complet de gestion de la qualité. Nous avons plus de 10 ingénieurs expérimentés en solutions et plus de 20 opérateurs qualifiés, si vous avez des questions sur les composants matériels, ou tout problème qui doit être résolu peut être contacté Yijin Hardware, et Yijin Hardware vous aidera à compléter tout cela.




