Struggling with sheet metal edges issues? Hemming is the solution. Rough edges not only look unprofessional but can also be harmful. This important technique makes safe, smooth and durable edges for different applications. This will help you learn how to change your sheet metal projects with advanced hemming methods.
This blogpost is a comprehensive guide in which we will discuss sheet metal hemming, its purpose, types, process and design considerations.
What is Sheet Metal Hemming?
It is a precision manufacturing process that involves folding the edge of a metal sheet back onto itself. This process makes a smooth, rounded edge increasing both structural integrity and appearance of the final product.
This technique greatly increases product safety by removing sharp edges, strengthening structure. It also gives a clean professional look to the product. Hemming also allows to join multiple metal sheets which is important for different industrial operations like electronics and construction.
What is the Purpose of Sheet Metal Hems?
The main aim of sheet metal hems is to make a safe, smooth edge on metal components. It reinforces the edge, increases stiffness and allows assembly of multiple parts. Hemming also increases visual appeal by removing sharp edges and giving a polished, high-end finish.
Sheet metal hems are mostly used in car body panels, appliance doors and HVAC ductwork. They add structural stability, better safety by removing sharp edges and making tight seals. Hems increase the moment of inertia at the edge which reduces vibration and improves stiffness in the final product.
4 Types of Sheet Metal Hems
Sheet metal hems have four main types. Each type is used for a particular purpose. In this section, we will discuss open, closed, roll and teardrop hems, their characteristics and uses in different industries.
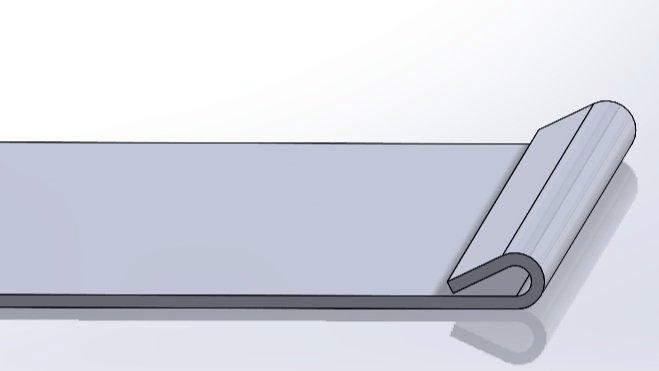
Open Hem
It is made by bending the metal sheet’s edge back onto itself without fully closing it. There are two kinds of open hems, standard open hems and flattened open hems. Standard open hems with a uniform gap and flattened open hems are where the folded edge presses closer to the sheet. The gap in open hems typically ranges 1.5-2 times of material thickness.
Open hems are usually used in architecture sectors like siding, ductwork and metal roofing.
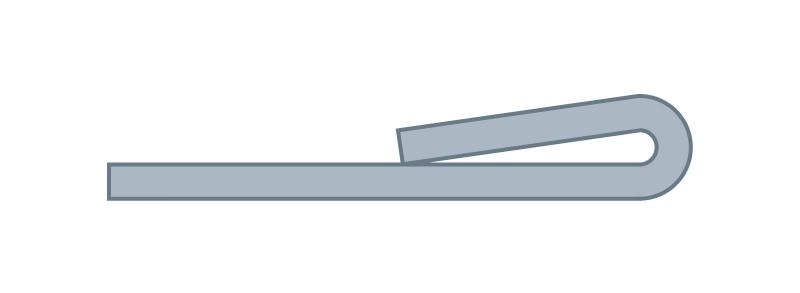
Roll Hem
It is a tightly curled edge formed by continuously rolling metal sheets edge inward. This makes a smooth, rounded edge with a diameter usually 2-3 times of the material thickness. It resembles to a small tube or cylinder along the sheet’s edge that shows a clean and professional look.
Roll hems are broadly used in used appliance doors, metal furniture and automotive body panels. They distribute stress evenly, reduce vibration and improve rigidity of the component.
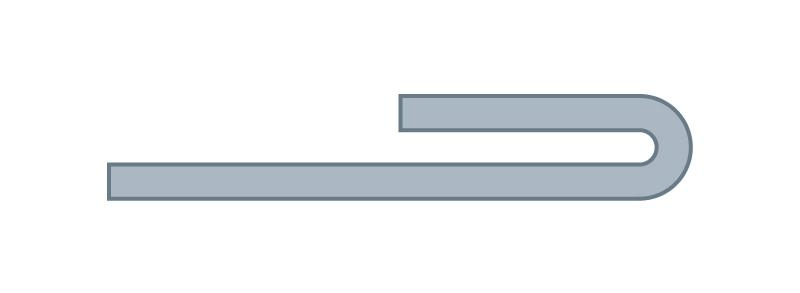
Closed Hem
These hems are made by folding the edge of a metal sheet back onto itself and pressing it flat against the sheet. This gives a smooth, rounded edge with no visible gap. The folded edge typically measures 1.5-2 times the material thickness. Closed hems form a slight bulge at the edge and give a clean finished appearance.
Closed hems are mostly used in metal cabinets, enclosures and car body panels. They create a tight seal, give superior edge strength and eliminate sharp edges.
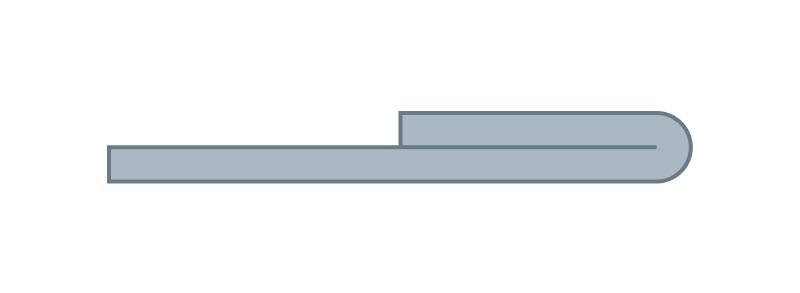
Teardrop Hem
These hems are particular types of hems characterized by their different teardrop-shaped edges. They are created by folding the edge of the metal sheet back onto itself and then slightly opening the fold to make a small tear drop shaped cavity. The folded edge typically measures diameter 2-3 times of the material thickness.
Teardrop hems are mostly used in car body panels particularly for hoods, doors and trunk lids.
Types of Hemming Processes
Sheet metal hemming is done by using two main methods: die hemming and roller hemming. Each process shows particular characteristics and is suitable for different applications and production volumes. Now we will discuss each process for sheet metal hemming.
Die Hemming

Die hemming is an accurate method to make hems in sheet metal using specialized tooling. This method involves a series of progressive dies that slowly fold the metal edge. The workpiece is placed between an upper and lower die and then pressure is applied to form the hem.
Die hemming typically needs three stages that are:
- Pre-hem: in this stage, the edge is typically bent to an angle around 45-60 degrees.
- Intermediate: In intermediate stage, the edge further bends to an angle around 80-85 degrees.
- Final stage: The final stage completes the hem by fully folding the edge to 180 degrees or desired angle.
This multi-stage step involved in a process helps distribute stress and minimize material thinning or cracks.
Die hemming is important for consistent quality and high-volume production. It guarantees uniform hem formation for large batches which makes it appropriate for appliance manufacturing and automotive industry.
Roller Hemming
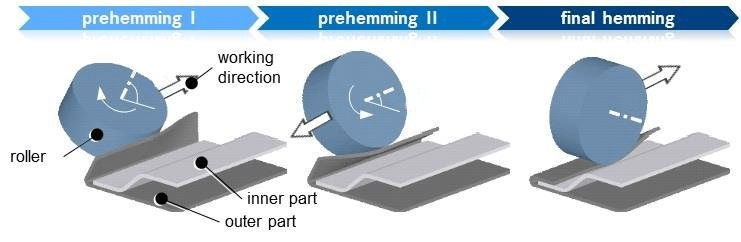
Roller hemming is a multi-step process that uses a robot-controlled roller tool to incrementally fold sheet metal edges. The process has usually three to five steps which are:
- Pre-hem: The roller bends the flange around 45°.
- Intermediate stages: This stage involves the further increase in the bend angle.
- Final hem: The roller completes the hem and makes a tight, smooth hem.
During each step, the CNC guided roller applies moves along the parts perimeter at 50-100 mm/s and applies localized pressure (2-5 kN). This gradual bending allows to create complex 3D shapes and tight radii (down to 1.5x material thickness).
Roller hemming is a flexible and cost-effective process. It reduces tooling costs up to 70% than die hemming. It also permits quick changeovers between part designs. These characteristics make the roller hemming process an appropriate choice for automotive manufacturing and high-volume production environments.
How does Sheet Metal Hemming Work?
Sheet metal hemming is a multi-step process that makes strong, smooth edges. First, the metal sheet is cut to size and the edge is bent at a 90-degree angle. Next, the bent edge is folded back onto itself at a 180-degree angle. It makes a double layer of metal along the edge. The folded edge is then flattened by using particular tools or machines. For accuracy, manufacturers usually use CNC-controlled hemming machines. These machines then apply consistent pressure to form uniform hems. The last step involves compressing the hem to acquire the appropriate shape and thickness.
For more complex designs, manufacturers often combine hemming with sheet servicios de plegado de metales to ensure precise bends and smooth edges, resulting in stronger, more durable components.
Sheet Metal Jog vs Sheet Metal Hem
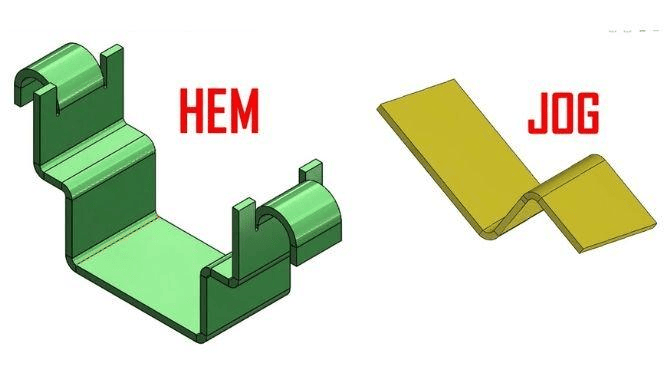
While both sheet metal jogs and hems have different purposes and characteristics, they are used to make edges in metal sheets. In this section, we will compare different characteristics of sheet metal jog and sheet metal hem.
- A jog is a small, localized bend, while a hem refers to folding the sheet edge back onto itself.
- Jogs are often used in applications where a small offset is needed, like making complex shapes or accommodating hardware. Whereas hems are used where a smooth, safe edge is needed, such as in construction materials and automotive parts manufacturing.
- Jogs need careful planning for accurate placement and to avoid distortion. Whereas hems need to consider factors like bend radius, thickness, and folding method to acquire a strong, smooth edge.
Characteristics of Sheet Metal Jog vs Sheet Metal Hem:
| Característica | Sheet Metal Jog | Sheet Metal Hem |
|---|---|---|
| Propósito | Create small offset or bend | Create folded edge for safety |
| Proceso | Small, localized bend | Folding edge back onto itself |
| Aplicación | Complex shapes, hardware accommodation | Automotive parts, construction materials |
| Technical Considerations | Accurate placement, material distortion | Material thickness, bend radius, folding technique |
Sheet Metal Hemming vs Sheet Metal Seaming
Sheet metal hemming and seaming are both important metal fabrication techniques. Both techniques have different purposes and characteristics. Let’s discuss the important differences between these two processes:
- Hemming folds the edge back onto itself, while seaming connects two edges through a series of small folds.
- Hemming increases edge strength and stiffness. Whereas seaming gives extra structural stability by making a continuous joint.
- Hemming is mostly used for edge finishing, while seaming is usually used where high durability and leak-proofing are needed.
- Hemming uses rollers or specialized dies. while, seaming needs particular machines with interlocking rollers or presses
| Característica | Sheet Metal Hemming | Sheet Metal Seaming |
|---|---|---|
| Proceso | Folds edge of a single sheet | Joins two separate sheets |
| Fuerza | Reinforces edges | Creates strong panel joints |
| Aplicaciones | Edge finishing, safety | Larger structures, watertight joints |
| Herramientas | Hemming machines, dies | Seaming machines, rollers |
| Edge Profile | Smooth, folded edge | Interlocked or overlapped joint |
| Typical Industries | Automoción, electrodomésticos | Roofing, HVAC, shipbuilding |
Sheet Metal Hemming Design Guidelines
Proper design guidelines are important for better sheet metal hemming. In this section we will explore the main factors to consider in sheet metal hemming design like hem allowance, minimum bend radius, grain direction, hem style, and material properties.
Hem Allowance
It is the extra material needed to form the hem. It is typically 2-3 times the material thickness. Important guidelines for hem allowance:
- For closed hems, allowance = 2 x thickness of material + inside radius
- Open hems, add 1.5-2x material thickness to closed hem allowance.
- Teardrop hems need a 3-4x material thickness allowance.
- Also consider springback and add 2-5% more extra allowance.
Minimum Bend Radius
It is the smallest radius a sheet metal can bend without cracking. Important guidelines to consider:
- Use 1x material thickness for soft metals and 1.5x for harder materials.
- Keep same radius across all bends.
- Thicker sheets need a larger radius to avoid fracturing.
- Also consider grain direction and material properties.
- Use bend relief cuts for tight radii near edges.
Material Considerations
Choosing the right materials is important for successful hemming operations. Engineers should choose metals with better formability like low-carbon steel or aluminum alloys to make sure proper hem shapes.
Material thickness is also an important factor, as thinner sheets (typically 0.5–2mm) usually produce better hems. For applications requiring lightweight and durable components, magnesium offers an excellent alternative to aluminum. Collaborating with specialists experienced in mecanizado de magnesio ensures precision and reliability when working with this material.
Grain Direction
It is the alignment of metal crystals in sheet metal due to the rolling process. It determines the hemming quality and part strength. Some important design guidelines like:
- Align hem lines 45-90° to grain direction to avoid cracking.
- For longitudinal hems, make the bend radius by 50%.
- Test sample parts to observe grain effects on specific metals.
- Identify grain direction on drawings for important parts.
Hem Style
It refers to the particular configuration of folded edge in sheet metal hemming. Some important design guidelines for hem style:
- Closed hems are a choice for maximum strength and a clean professional look.
- Use open hems to add flexibility and avoid material cracking.
- Choose rounded hems for brittle materials like aluminum.
- Select rolled hems to eliminate sharp edges on handled parts.
Conclusión
Sheet metal hemming is an important process in manufacturing that gives better aesthetics and improves strengths. From open to teardrop hems, each type of hem is used for different applications. Particular design guidelines guarantee better hemming results.
For expert sheet metal hemming guidance and services, choose Ferretería Yijin. Our advanced tools and skilled staff with 20 years of experience deliver accurate results. Póngase en contacto con nosotros to discuss your project needs and get a custom quote.