
Join 3000+ companies who work with Yijin Solution









As-Machined

Bead Blasting and Sandblasting

Anodizing (Aluminum)

Recubrimiento en polvo

Galvanoplastia

Polishing and Passivation

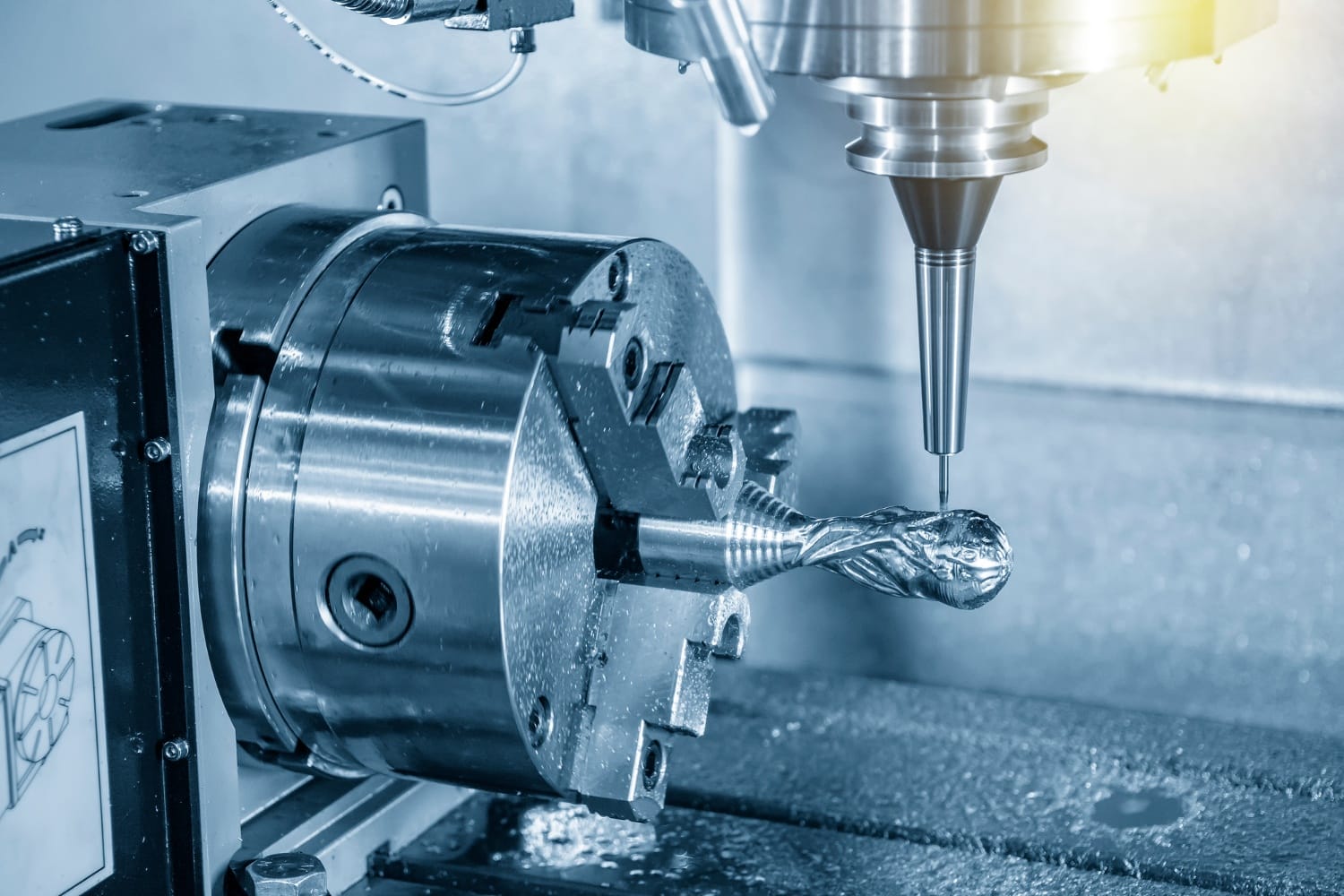
3-Axis CNC Milling
Haas and DMG MORI vertical machining centers move the cutting tool along X, Y, and Z linear axes. Handles flat faces, pockets, slots, and simple 3D contours. The cost leader for 80% of machined parts. Typical spindle speeds 8,000 to 12,000 RPM on aluminum; work envelopes to 2,000 × 1,000 × 1,000 mm.
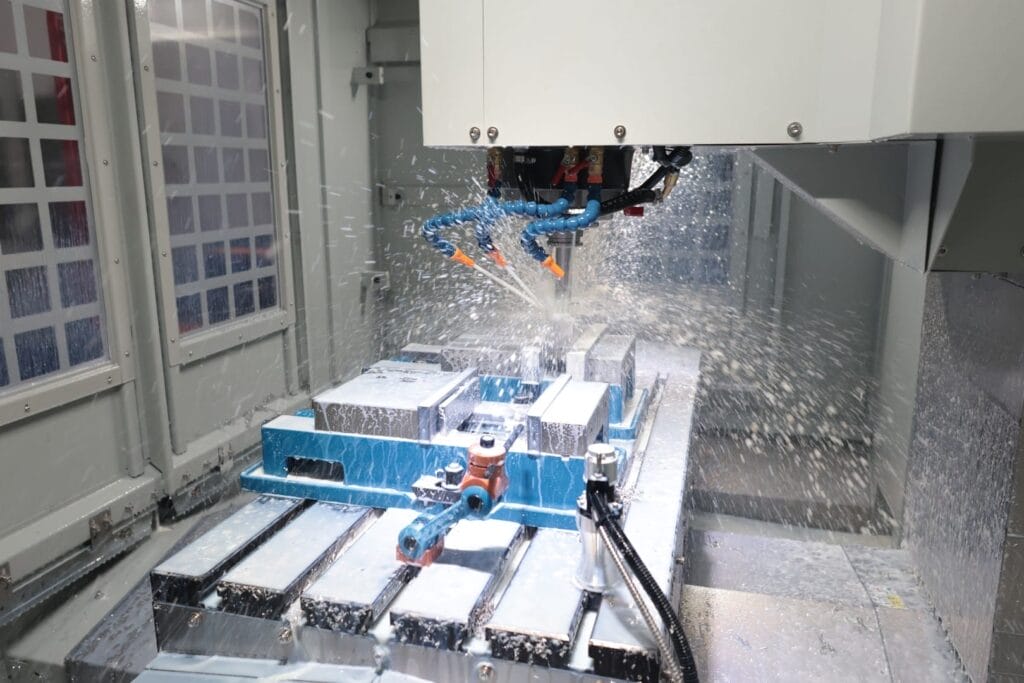
4-Axis CNC Milling
Adds an A-axis rotary table to the 3-axis platform, letting the cutter reach features on multiple sides in one setup. Reduces repositioning error for parts with holes, slots, or pockets on three or four faces. Standard on complex brackets, manifolds, and prismatic parts.

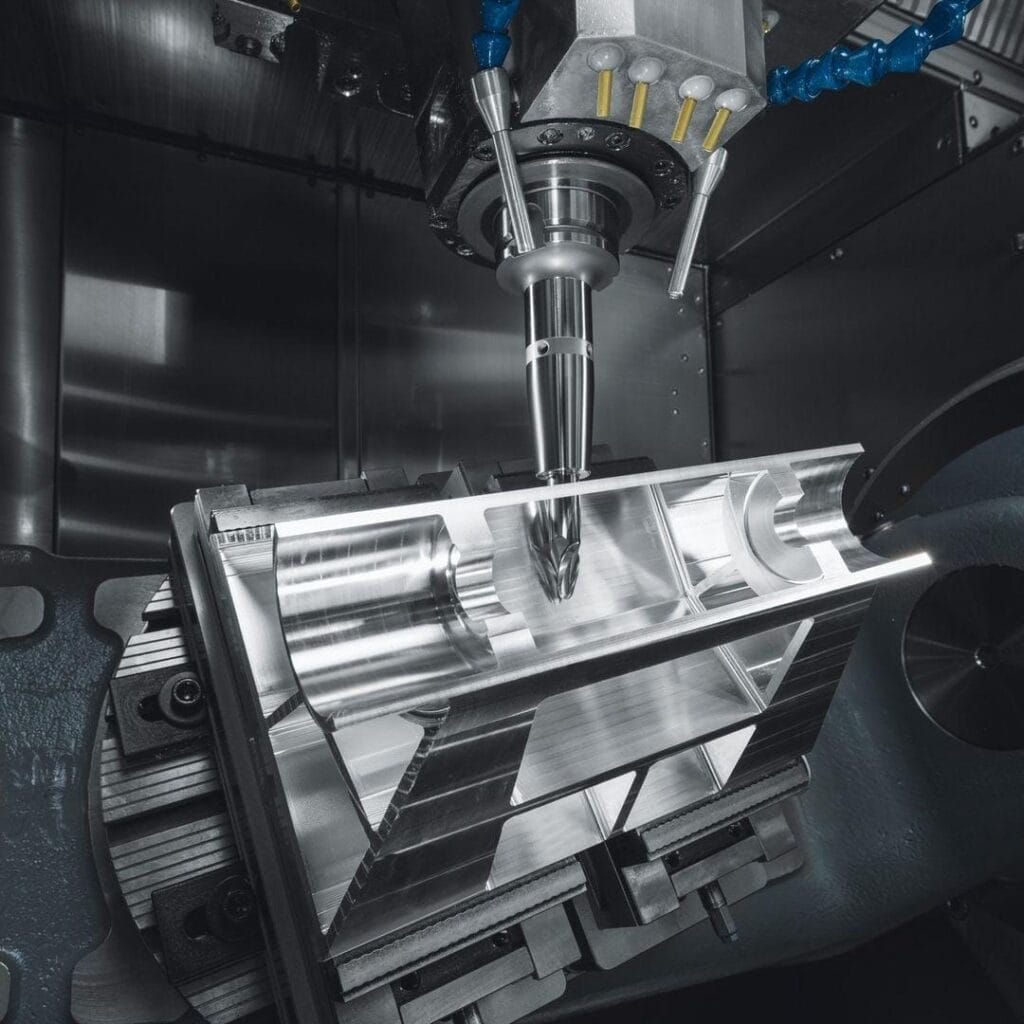
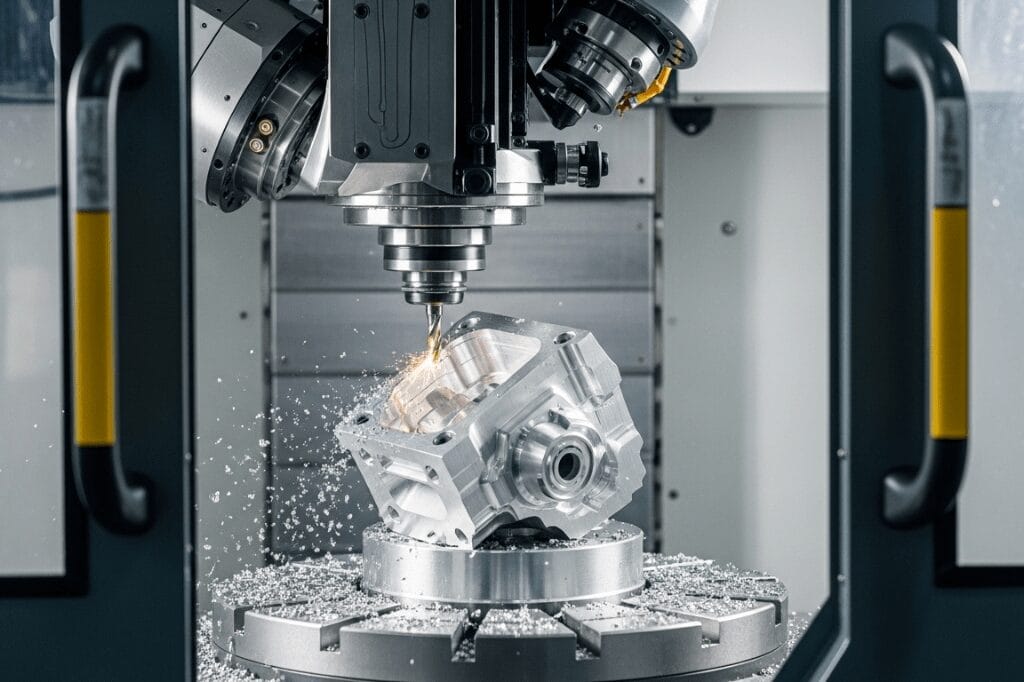
Fresado CNC de 5 ejes
DMG MORI and Mazak 5-axis centers add B and C rotary axes, enabling continuous tool orientation changes during the cut. Used for turbine blades, aerospace impellers, medical implants, and complex geometries with undercuts that 3-axis cannot reach. Holds ±0.05 mm across multiple surfaces without refixturing.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Every critical batch is verified using Zeiss CMMs, laser interferometers, and optical comparators. Parts typically hold ±0.05 mm, with ±0.02 mm on 5-axis programs. First Article Inspection and PPAP Level 3 documentation are standard on production runs.
Prototypes ship in 3 to 7 business days and production shipments in 2 to 4 weeks. 136+ machining centers, in-house finishing, and automated tool changers keep parts moving without supplier handoffs.
Single-piece prototypes and production runs of 100,000+ parts go through the same machining centers and the same inspection standards. No minimum order quantity. Volume does not change quality gates.
Your prototype and production parts come off the same machines with the same programming. No re-qualification, no new vendor onboarding, and no process variation when you scale from validation to volume.

Aluminum, stainless steel, tool steels, titanium, brass, copper, nickel superalloys, and engineering plastics in 50+ grades. Every order ships with mill certificates and heat-lot traceability.
Direct factory pricing without broker margins. Our engineering team reviews your drawing before programming starts to identify material and tolerance changes that reduce cycle time and per-part cost.

Los 10 mejores fabricantes de tornos CNC
Elegir entre los mejores fabricantes de tornos CNC del mundo se reduce a comprender los aspectos fundamentales: estabilidad de la máquina, precisión del husillo y arquitectura de control,

Servicios de mecanizado CNC de 4 ejes
Las piezas con ángulos, detalles en varias caras o patrones radiales son difíciles de fabricar con el mecanizado tradicional en 3 ejes.

¿Qué es el mecanizado aeroespacial? | Especificaciones, industrias y materiales
Las piezas aeroespaciales no son como los trabajos de fabricación normales: estamos hablando de componentes que necesitan tolerancias dentro de ±0,003″ (±0,076 mm) o