
Join 3000+ companies who work with Yijin Solution








Mill Finish (As-Stamped)

Tumbling and Deburring

Anodizing (Aluminum)

Recubrimiento en polvo

Plating and E-Coat

Passivation and Heat Treatment
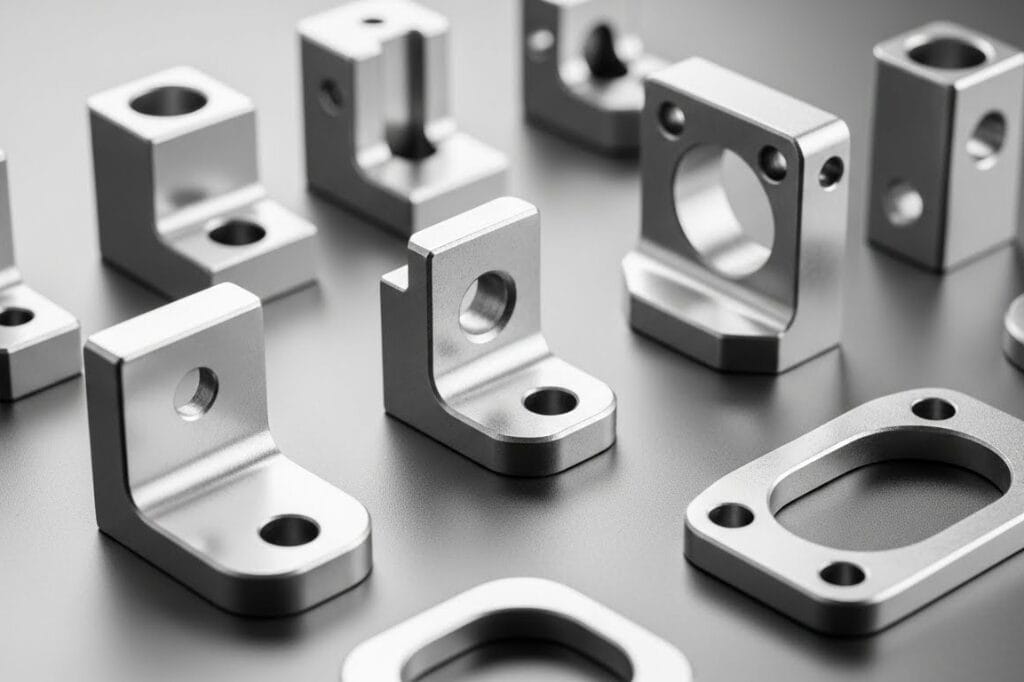
Progressive Die Stamping
Coil stock advances through a multi-station hardened tool steel die in a single press, with each station performing blanking, piercing, forming, or trimming. A finished part exits the die on every press stroke at speeds up to 1,000 strokes per minute. The cost leader for production runs above 50,000 pieces per year. Tooling lead time 6 to 12 weeks; per-part cost drops sharply with volume.
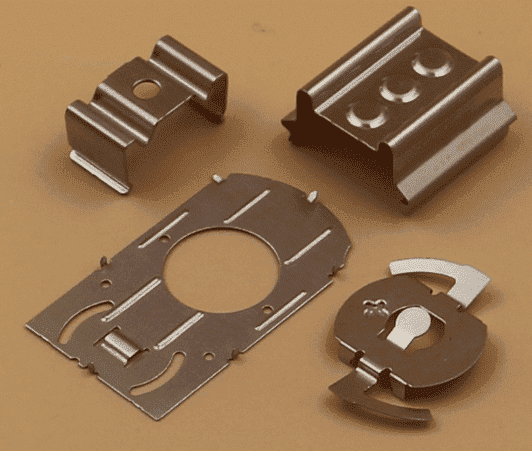
Compound and Single-Station Die Stamping
Single-action presses with compound dies that perform two or three operations in one stroke (blank-and-pierce, form-and-coin), or sequential single-station dies for parts with limited geometry. Lower tooling cost than progressive dies, suited to production runs of 5,000 to 100,000 pieces. Standard for brackets, washers, terminals, and simple flat parts.
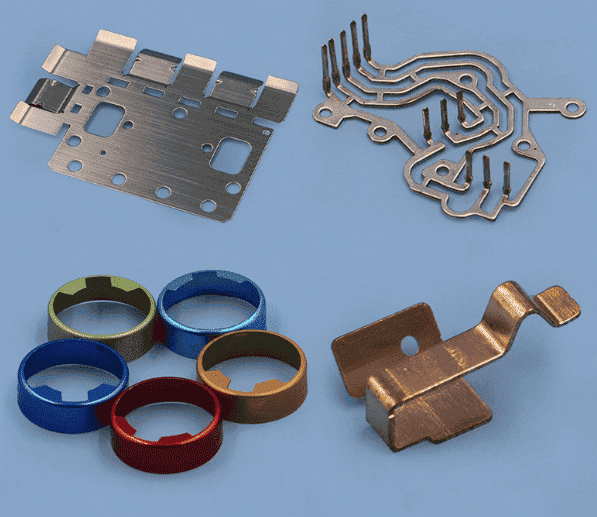
Deep Drawing and Forming
Multi-stage drawing presses pull a flat blank into a die cavity through one or more reduction steps, producing cups, cans, shells, and deep cavities. Used for battery housings, sensor enclosures, lighting reflectors, kitchenware, and pressure-vessel components. Reduction ratios up to 0.6 per draw on deep parts; multi-stage drawing on cups deeper than the diameter.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}


Zeiss CMMs, laser interferometers, and optical comparators verify every critical batch. Parts hold ±0.05 mm typical and ±0.02 mm on 5-axis programs. First Article Inspection and PPAP Level 3 documentation are standard on production runs.
Tooling lead time 4 to 8 weeks for compound dies and 6 to 12 weeks for progressive dies. T1 samples within 3 to 7 days of die completion. Production shipments within 2 to 4 weeks. In-house die shop, stamping presses, and finishing all under one roof.
Pilot runs of 1,000 parts on prototype tooling and production programs of 1,000,000+ units per year on hardened progressive dies go through the same quality gates. Volume does not change inspection standards.
Aluminum prototype dies validate part design at 500 to 5,000 parts. Process data and learnings transfer directly to hardened production tooling, eliminating re-qualification when you scale to volume.

Die design, CNC milling, EDM, grinding, and try-out happen in one building. Tool revisions take days, not weeks. No supplier handoffs between tool design and stamping.
Direct factory pricing without broker margins. Our engineering team reviews your drawing before tool design begins to identify station consolidation, blank optimization, and burr-direction changes that reduce tooling cost and per-part price.

Tipos de roscas mecánicas
Las roscas son básicamente crestas helicoidales que se mecanizan en superficies cilíndricas o cónicas. Son bastante ingeniosas: convierten la rotación...
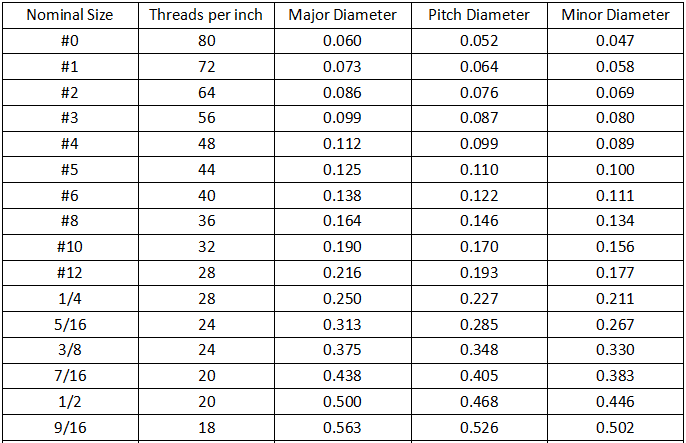
Guía completa de tablas de tamaños de roscas: Comprensión de todas las normas y aplicaciones
Los componentes roscados tienen especificaciones precisas para la integridad y el rendimiento del montaje. Hemos elaborado esta tabla de tamaños de rosca para ayudar a

Tipos de remaches y sus aplicaciones
Los remaches son fijaciones mecánicas permanentes que se utilizan para unir materiales. Entre los tipos más comunes se incluyen los macizos, ciegos, tubulares, partidos, con resalte, de arrastre, autoperforantes y