Servicios de impresión 3D en metal
La impresión 3D en metal crea componentes complejos capa a capa directamente a partir de sus archivos CAD, creando formas y estructuras internas que el mecanizado tradicional no puede conseguir. Utilizamos el sinterizado directo de metal por láser (DMLS) y la inyección de aglutinante para imprimir piezas de aluminio, acero inoxidable, titanio y aleaciones de Inconel con una resistencia uniforme en todas las direcciones.
¿Y lo mejor? No hay costes de utillaje para nuestros servicios de impresión metálica. Puede diseñar estructuras con topología optimizada que conviertan lo que solían ser ensamblajes de varias piezas en piezas impresas en 3D únicas y más ligeras.
- ⬤Servicio
- ⬤Sus datos
- ⬤Enviar


¿Qué es la impresión 3D sobre metal y cómo funciona?
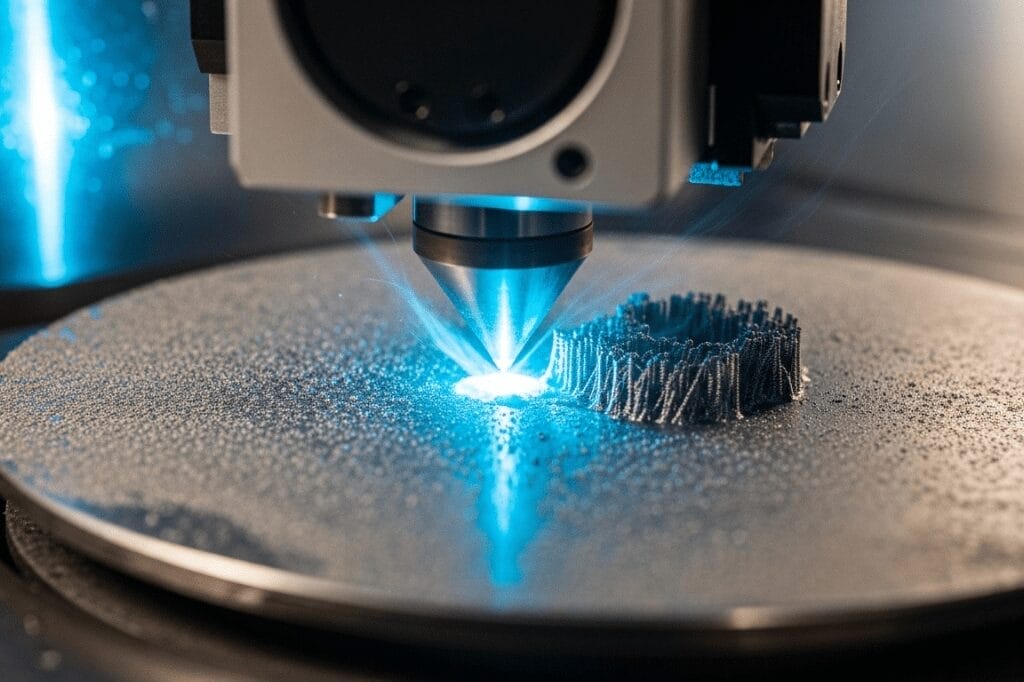
La fabricación aditiva de metales utiliza procesos de fusión de lechos de polvo o de inyección de aglutinante metálico para construir piezas fundiendo o aglutinando selectivamente polvo metálico fino capa a capa. El DMLS y la fusión selectiva por láser (SLM) dirigen láseres de alta potencia sobre lechos de polvo metálico, fusionando partículas metálicas a temperaturas superiores a 1400 °C. La inyección de aglutinante deposita un agente aglutinante líquido en cada capa de polvo y, a continuación, sinteriza las piezas en hornos a 1100-1300 °C.
A diferencia de Mecanizado CNC, que elimina material, Este proceso de fabricación aditiva construye piezas de forma casi neta con un mínimo de residuos y sin necesidad de herramientas. Las piezas metálicas impresas en 3D presentan resistencia isotrópica, propiedades mecánicas iguales en todas las direcciones, superiores a las de los componentes de fundición que muestran debilidades direccionales.
Tecnologías y materiales primarios
- Fusión láser en lecho de polvo (LPBF): Utiliza láseres de fibra a 200-400 W de potencia para fundir selectivamente polvo metálico en capas de 20-60 μm con una tolerancia de ±0,1 mm.
- Fusión por haz de electrones (EBM): Utiliza un haz de electrones en vacío para acelerar la fabricación de aleaciones de titanio y reducir la tensión residual.
- Deposición directa de energía (DED): Combina la soldadura con la fabricación aditiva para reparaciones a gran escala y aplicaciones de materiales mixtos.
- Binder Jetting: Deposita el aglutinante en el lecho de polvo, seguido de sinterización en horno para una producción rentable.

Nuestros servicios de impresión 3D en metal: DMLS y Binder Jetting
Ofrecemos DMLS para aeroespacial-DMLS para piezas funcionales que requieren una densidad total y Binder Jetting para prototipos metálicos funcionales y piezas de producción. El DMLS utiliza un láser de fibra para fundir polvo metálico en capas de 20-60 μm, logrando una precisión dimensional de ±0,1 mm y una rugosidad superficial Ra 6-10 μm. Nuestro servicio de impresión 3D en acero inoxidable funde polvo inoxidable 420 con infiltración de bronce.
Especificaciones del material DMLS
| Material | Resistencia a la tracción | Límite elástico | Aplicaciones |
|---|---|---|---|
| AlSi10Mg | 460 MPa | 270 MPa | Intercambiadores de calor aeroespaciales |
| Ti6Al4V | 1170 MPa | 1100 MPa | Implantes médicos, piezas de alto rendimiento |
| Inoxidable 316L | 640 MPa | 580 MPa | Aplicaciones de resistencia a la corrosión |
| Acero inoxidable 17-4 PH | 1310 MPa | 1240 MPa | Accesorios aeroespaciales de alta resistencia |
Opciones de materiales adicionales
- Inconel 718: Superaleación de níquel-cromo para piezas finales de alta temperatura, hasta 700 °C, con excelente tenacidad.
- Cromo cobalto: Aleaciones metálicas biocompatibles para implantes médicos con mayor resistencia al desgaste.
- Acero martensítico envejecido: Acero para herramientas que alcanza una alta resistencia a la tracción de 2000 MPa tras el endurecimiento por envejecimiento para insertos de moldes de inyección.
- Acero para herramientas: Acero para trabajo en caliente H13 para matrices que requieren resistencia a la fatiga térmica.
Integramos la impresión sobre metal con el mecanizado CNC para una fabricación híbrida: imprimimos características internas complejas y después mecanizamos las superficies críticas con una precisión de ±0,01 mm.


¿Cómo se comparan el DMLS y el Binder Jetting para su aplicación?
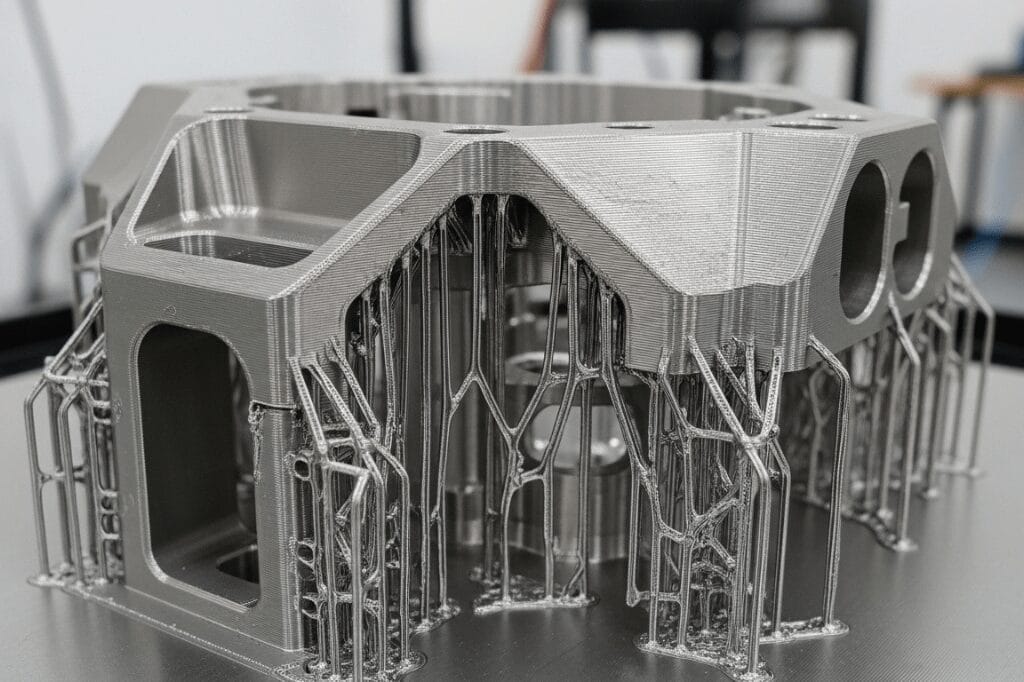
El DMLS produce piezas totalmente densas con una resistencia y durabilidad superiores para aplicaciones aeroespaciales estructurales, mientras que el metal inyectado por aglomerante consigue un menor coste para prototipos metálicos y piezas de producción. El DMLS requiere estructuras de soporte para los voladizos que superan los 45° respecto a la vertical, lo que obliga a eliminar la electroerosión por hilo. El chorro de aglomerante autoapoya los voladizos en polvo suelto, eliminando la necesidad de retirar el soporte pero introduciendo una contracción que requiere una compensación CAD.
Marco de selección de procesos
Elija DMLS cuando:
- Las piezas requieren cierre hermético
- Certificación aeroespacial AS9100D necesaria
- Productos sanitarios necesita cumplir la norma ISO 13485
- Los componentes estructurales se enfrentan a cargas de fatiga
Elija Binder Jetting cuando:
- Cantidades de producción superiores a 20 unidades
- Geometrías complejas con múltiples voladizos
- Aplicaciones industriales de herramientas 3D
- Piezas funcionales para la validación del diseño
Las velocidades de escaneado DMLS alcanzan los 1200 mm/s con capas de 60 μm, frente al Binder Jetting a una velocidad de impresión de 100 mm/s con capas de 50 μm.
¿Qué industrias y aplicaciones utilizan la impresión 3D sobre metal?
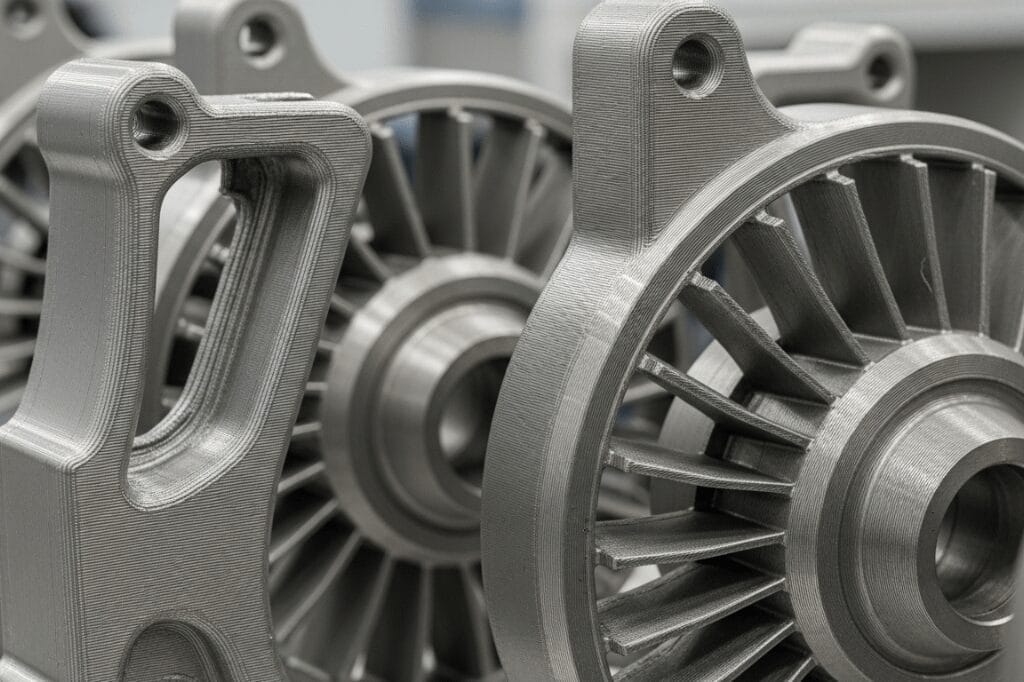
Las impresoras 3D de metal sirven al sector aeroespacial, automoción, La industria aeroespacial produce álabes de turbina, intercambiadores de calor de aluminio y toberas de combustible de Inconel 718 mediante la optimización topológica. Las empresas aeroespaciales fabrican álabes de turbina, intercambiadores de calor de aluminio y boquillas de combustible de Inconel 718 mediante la optimización topológica. Los fabricantes de automóviles crean colectores de escape, soportes de motor y piezas de restauración.
Aplicaciones industriales específicas de la impresión 3D en metal
Aplicaciones aeroespaciales:
- Álabes de turbina con canales de refrigeración internos
- Boquillas de combustible con patrones de pulverización complejos
- Soportes estructurales ligeros
- Intercambiadores de calor con buenas propiedades térmicas
Aplicaciones de dispositivos médicos:
- Implantes de cadera de titanio específicos para cada paciente
- Prótesis dentales y guías quirúrgicas
- Estructuras porosas que favorecen el crecimiento óseo
Herramientas industriales:
- Refrigeración conforme para moldes de inyección
- Plantillas y dispositivos a medida
- Matrices resistentes al desgaste
- Plaquitas de corte con geometrías rompevirutas
Generación de energía:
- Componentes de la turbina para la eficiencia térmica
- Recipientes a presión con funciones integradas
El proceso de impresión 3D consolida los ensamblajes de varias piezas en diseños de una sola pieza metálica, lo que elimina los fallos de fijación. Las estructuras reticulares mantienen la rigidez al tiempo que reducen el peso.
¿Qué consideraciones de diseño se aplican a la impresión 3D en metal?
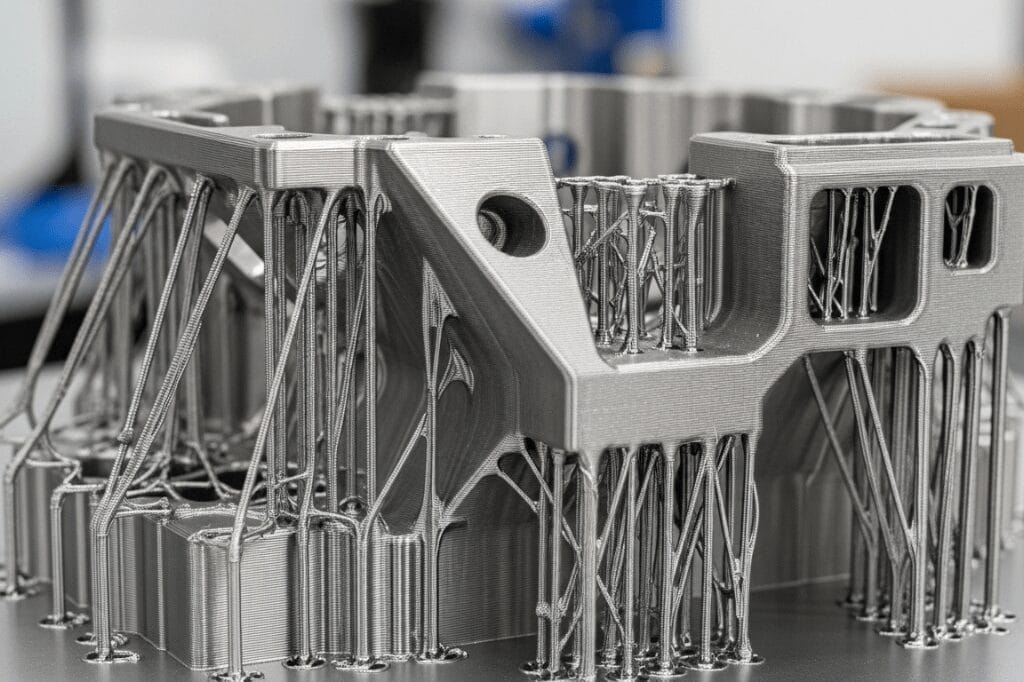
La creación de componentes metálicos requiere un grosor de pared mínimo de 0,4 a 0,8 mm, según el material. Los ángulos autoportantes del DMLS alcanzan los 45° desde la horizontal, mientras que los voladizos menos pronunciados necesitan soportes desmontables. El diseño para la fabricación aditiva permite optimizar la topología, reduciendo el peso de la pieza mediante geometrías orgánicas enrejadas.
Parámetros críticos de diseño
Restricciones geométricas:
- Diámetro mínimo del orificio: 0,5 mm para la evacuación del polvo
- Radio del filete: 0,5 mm mínimo para reducir la tensión
- Ángulo de apoyo: Umbral de 45° para elementos autoportantes
- Orificios de salida del polvo: 3-5 mm de diámetro
Precisión dimensional:
- DMLS: ±0,1 mm estándar, ±0,05 mm con posprocesamiento
- Contracción del chorro de ligante: 1-2% que requiere compensación
- Rugosidad de la superficie: Ra 6-10 μm DMLS, Ra 10-15 μm Binder Jetting
Orientar las piezas para minimizar los soportes. Combinar conjuntos para eliminar fijaciones. Especificar el tratamiento térmico para una resistencia y dureza óptimas. Planificar los requisitos de acabado superficial, mecanizado de caras críticas, superficies no críticas as-built.
¿Qué normas de calidad rigen la impresión 3D en metal?
Seguimos la norma ASTM F3303 para la cualificación de máquinas de tecnología de fabricación aditiva de metales, estableciendo protocolos de cualificación de la instalación (IQ), cualificación operativa (OQ) y cualificación del rendimiento (PQ). Las piezas se someten a la inspección de la máquina de medición de coordenadas (MMC). La certificación de materiales incluye informes de ensayos de laminación según ASTM E1479 y ensayos de tracción según ASTM E8.
Certificación y conformidad
Gestión de la calidad:
- ISO 9001:2015 para la trazabilidad polvo-pieza
- AS9100D para el tratamiento térmico aeroespacial
- ISO 13485 para la fabricación de productos sanitarios
- IATF 16949:2016 para la calidad en automoción
Normas:
- ASTM F3303 para la cualificación de la fusión en lecho de polvo
- ISO/ASTM 52900 para terminología
- ASTM E8 para ensayos de tracción
- ASTM E1479 para la composición química
Especificaciones del tratamiento térmico
Protocolos específicos de materiales:
- 17-4 PH: Recocido por disolución a 1040 °C, endurecimiento por envejecimiento a 480 °C
- AlSi10Mg: T6 templado a 160 °C durante 12 horas
- Inconel 718: Tratamiento en solución a 980 °C más doble envejecimiento
- Alivio del estrés: 650 °C durante 2 horas
Los ensayos no destructivos incluyen la inspección por líquidos penetrantes y el escaneado CT para detectar porosidad interna. Mantenemos cámaras de fabricación separadas para materiales reactivos como el titanio para evitar la contaminación cruzada.

¿Por qué elegir Yijin Hardware para el servicio de impresión 3D de metal?
Combinamos la experiencia en materiales metálicos de impresión 3D con el mecanizado integral para la fabricación híbrida, proporcionando piezas metálicas de calidad con características mecanizadas de precisión. Nuestros ingenieros asesoran en el diseño e identifican oportunidades de consolidación de piezas y ahorro de costes. Con las certificaciones ISO 9001:2015 y AS9100D, mantenemos la calidad desde la cualificación del polvo hasta la inspección, lo que ayuda a comercializar los productos con mayor rapidez.
Nuestras instalaciones permiten una rápida iteración entre los proyectos de impresión 3D y la producción mecanizada. Disponemos de polvos DMLS como AlSi10Mg, Ti6Al4V, 316L, 17-4, Inconel 718, cromo-cobalto y acero martensítico envejecido. Las capacidades de posprocesamiento, incluido el tratamiento térmico, el prensado isostático en caliente (HIP), el granallado y la inspección CMM, proporcionan piezas completas de calidad. Obtenga un presupuesto instantáneo para sus necesidades de impresión metálica 3D personalizada a través de nuestro sistema en línea.
Lo que dicen nuestros clientes





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Preguntas frecuentes sobre los servicios de impresión 3D en metal
La impresión metálica en 3D resulta rentable para piezas que requieren geometrías complejas, como canales de refrigeración conformados o ensamblajes de consolidación. La tecnología elimina los costes de utillaje y los largos plazos de entrega. Para geometrías sencillas, el mecanizado sigue siendo rentable en volúmenes más elevados.
La eliminación del soporte añade trabajo y produce un acabado más rugoso que el mecanizado. Las piezas presentan tensiones residuales que requieren tratamiento térmico. Los fallos de fabricación debidos a la contaminación hacen perder mucho tiempo.
Las superficies inclinadas menos de 45° respecto a la horizontal requieren soportes en la fusión de la capa de polvo para evitar el colapso. Las superficies que superan los 45° se sostienen por sí mismas a medida que las capas se adhieren a suficiente material subyacente. El incumplimiento de esta norma puede provocar un acabado rugoso o fallos.
Recursos CNC

Los 10 mejores fabricantes de chapas de latón
La chapa de latón combina propiedades que la hacen valiosa en múltiples industrias y atractiva para usos arquitectónicos y decorativos. Ya sea en

Las 10 mejores empresas de fabricación de chapas metálicas de precisión (Guía completa)
La fabricación de chapa metálica de precisión no es un trabajo de metalistería al uso: se trata de una fabricación con tolerancias que se miden en milésimas de milímetro.
Los 10 mejores fabricantes de cubiertas metálicas que debe conocer
La elección de un fabricante de techos de metal no es algo que usted quiere conseguir mal, su techo es, literalmente, lo que protege todo por debajo de
Empiece hoy mismo. Consiga piezas rápidamente.
Diseño gratuito de piezas mecanizadas para sus proyectos con plazos de entrega rápidos.