Los fabricantes disponen de dos técnicas muy eficaces para combinar distintos materiales en piezas únicas: el sobremoldeo y el moldeo por inserción. Básicamente, ambos métodos eliminan los pasos de ensamblaje y hacen que las piezas rindan más. Pero si está diseñando productos, es absolutamente necesario que entienda en qué se diferencian estos procesos para elegir el más adecuado. Hay mucha confusión entre las opciones de moldeo por inyección de insertos y sobremoldeo, pero en el mundo actual de la fabricación de plásticos tienen necesidades completamente distintas.
Principales conclusiones
- El sobremoldeo implica varios pasos de inyección para unir diferentes materiales, mientras que el moldeo por inserción toma componentes previamente colocados y dispara plástico a su alrededor de una sola vez.
- Las piezas moldeadas por inserción son increíbles para combinar metal y plástico; las piezas sobremoldeadas suelen unir diferentes tipos de polímeros.
- La adherencia de los materiales lo determina todo en cuanto a resistencia y rendimiento de la unión.
- ¿Esos componentes metálicos de precisión que hacen que los productos funcionen mejor? Se crean mediante Mecanizado CNC
- Las características de diseño inteligentes, como los enclavamientos mecánicos, marcan una gran diferencia en la calidad de la unión.
¿Cómo funciona el sobremoldeo?
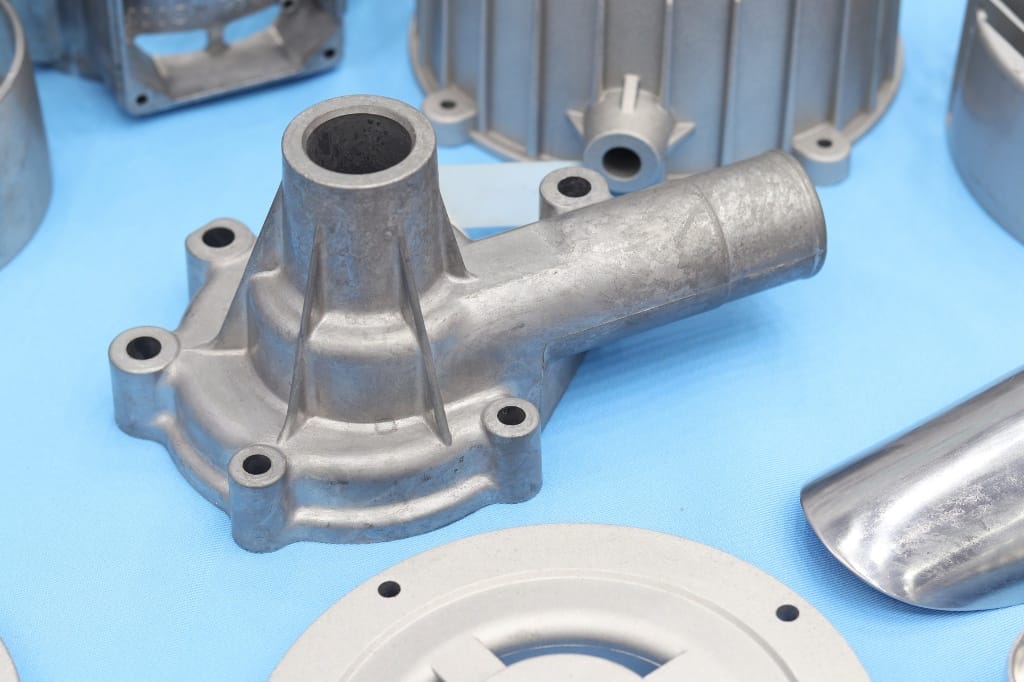
El sobremoldeo es básicamente un proceso en dos fases en el que se unen diferentes materiales mediante inyección secuencial. En primer lugar, se crea un sustrato rígido (normalmente algún tipo de termoplástico) en el ciclo inicial. Una vez hecho esto, se inyecta un material más blando (normalmente uno de esos elastómeros termoplásticos) sobre zonas específicas de la primera pieza. Dependiendo de los materiales elegidos, el resultado final es una unión química en la que las moléculas se unen o una unión mecánica en la que el diseño mantiene todo en su sitio.
Etapas del proceso
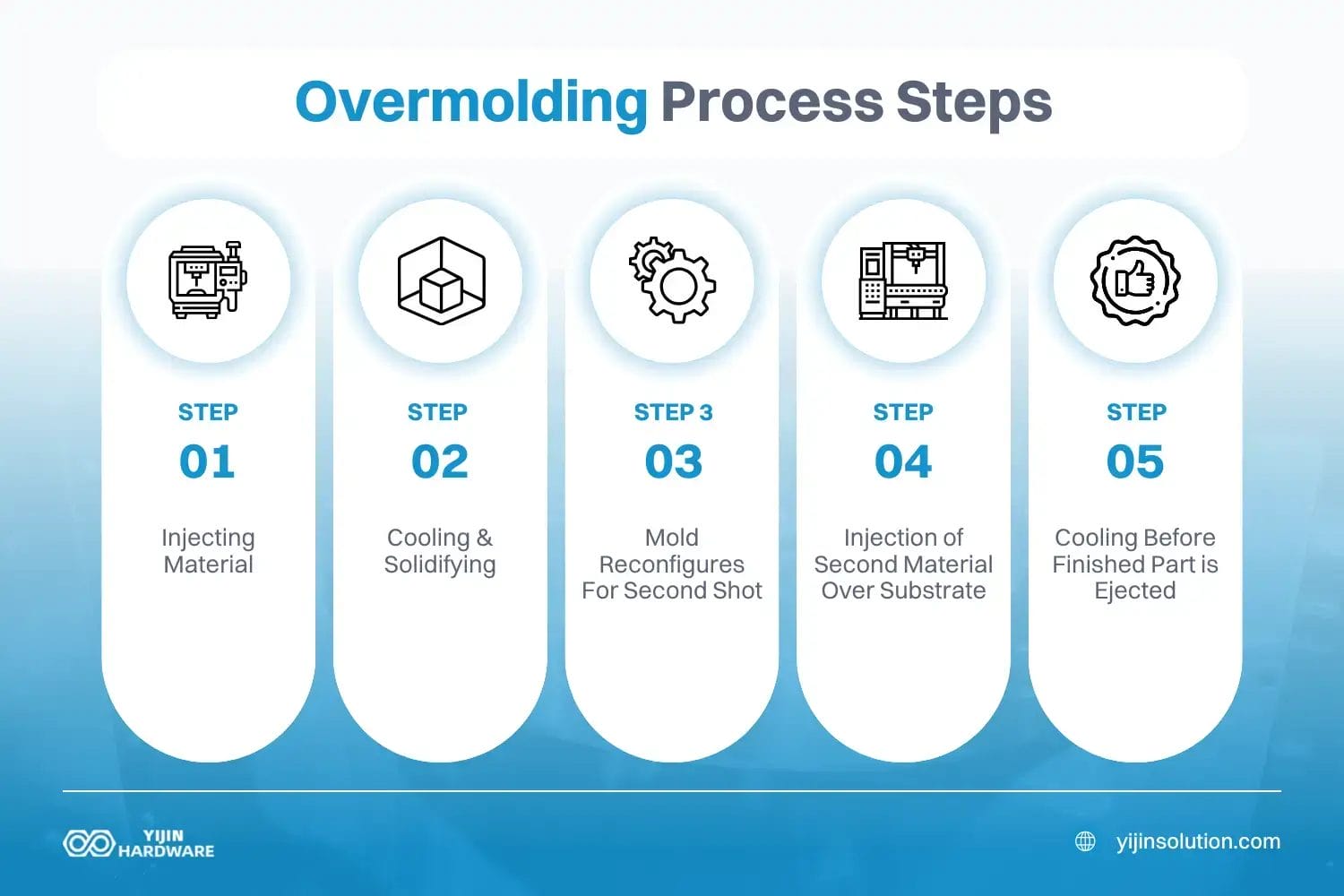
- Empiezas inyectando ese primer material para formar tu sustrato
- Esa parte inicial necesita enfriarse y solidificarse adecuadamente
- Luego el molde se reconfigura (o se cambia) para la segunda toma
- A continuación se inyecta ese segundo material justo sobre el sustrato
- Todo se enfría una última vez antes de expulsar la pieza acabada
Requisitos de equipamiento
Para grandes volúmenes de producción, los fabricantes utilizan lo que se denomina equipos de moldeo de dos disparos. Estas máquinas tienen varios cilindros que pueden procesar diferentes materiales al mismo tiempo. Lo realmente ingenioso es que el sustrato permanece en la herramienta tras el primer disparo. Después, el diseño del molde se transforma para crear nuevas cavidades en las que se inyecta el segundo material. Es algo muy sofisticado comparado con el moldeo por inyección estándar.
La parte complicada de la que la mayoría de la gente no se da cuenta es conseguir el tiempo correcto entre disparos: demasiado pronto y tendrás problemas de adherencia, demasiado tarde y estarás perdiendo tiempo de producción.
¿Qué es el moldeo por inserción?
El moldeo por inserción adopta un enfoque completamente distinto. Se empieza colocando componentes prefabricados -generalmente piezas metálicas como cierres roscados o pasadores- directamente dentro de la cavidad del molde antes de que aparezca el plástico. Una vez que todo está bien colocado, se inyecta plástico fundido alrededor de estos insertos. Al enfriarse, el plástico crea una unión permanente que fija el inserto para siempre. Es un proceso de una sola vez, a diferencia de los múltiples pasos del sobremoldeo.
Tipos de insertos y preparación
| Material del inserto | Aplicaciones comunes | Preparación de la superficie |
|---|---|---|
| Latón | Insertos roscados, casquillos | Moleteado, chorro de arena |
| Acero | Componentes estructurales, palas | Socavado, textura |
| Aluminio | Aplicaciones ligeras | Anodizado, grabado |
| Cerámica | Aisladores eléctricos | Desbaste, adhesivos |
La forma de colocar estas plaquitas depende de su volumen de producción y de la precisión que necesite. Para tiradas pequeñas, los operarios pueden colocar las plaquitas a mano. Pero para una producción seria, los sistemas robotizados se encargan de la colocación con un control de tolerancia muy estricto. El propio molde tiene unas características especiales que impiden que el inserto se mueva cuando entra el plástico a alta presión; cualquier desplazamiento durante la inyección arruinaría la calidad de la pieza.
Lo que la mayoría de la gente no sabe es lo importante que es la preparación de la superficie. Esos tratamientos no son sólo para aparentar: son los que evitan que la plaquita gire o se salga cuando se utiliza la pieza acabada. La diferencia entre una plaquita bien preparada y una mal preparada puede que no se note hasta que el producto del cliente falle sobre el terreno.
Diferencias clave entre sobremoldeo y moldeo por inserción
Al comparar el moldeo por inserción y el sobremoldeo, observará algunas diferencias significativas en el funcionamiento de estos procesos de fabricación. He aquí el desglose:
| Aspecto del proceso | Sobremoldeado | Moldeo por inserción |
|---|---|---|
| Proceso de disparo | Multidisparo (2+) | Un solo disparo |
| Materiales típicos | Plástico a plástico/TPE | Metal y plástico |
| Mecanismo de unión | Química/mecánica | Principalmente mecánico |
| Duración del ciclo | Más largo | Más corto |
| Complejidad de las herramientas | Superior (cavidades múltiples) | Moderado (insertar retención) |
La principal diferencia radica en el material de partida. En el proceso de moldeo por inyección para sobremoldeo, normalmente se empieza con una pieza de plástico y se le añade otro material encima. En el moldeo por inserción, se parte de algo completamente distinto, normalmente un componente metálico al que hay que envolver con plástico.
Los productos acabados también tienen un aspecto muy diferente. Una pieza sobremoldeada suele tener ese agarre suave al tacto o esa interfaz especializada donde se juntan dos materiales. Piense en esos destornilladores con mangos de goma: el clásico sobremoldeado. La pieza de plástico sirve de estructura central, mientras que el sobremoldeado aporta funcionalidad o comodidad.
El sobremoldeo se utiliza principalmente para fabricar automóviles, productos electrónicos, productos de uso cotidiano y herramientas médicas, según Business Wire.
Tiempo y complejidad
El tiempo y la complejidad también son factores importantes. El sobremoldeo suele llevar más tiempo, ya que básicamente se ejecuta el ciclo de moldeo dos veces. El utillaje se complica porque se necesitan cavidades diferentes para cada disparo. El moldeo por inserción puede ser más rápido, ya que se trata de una sola inyección, pero es necesario colocar la inserción con precisión de antemano.
Selección y compatibilidad de materiales
La compatibilidad de los materiales es la clave de ambos procesos, así de sencillo. Cuando se trabaja con diferentes termoplásticos, éstos necesitan propiedades compatibles para formar las uniones fuertes que se buscan. El moldeo por inserción brilla realmente cuando se trata de combinar materiales completamente diferentes, como cierres metálicos incrustados en carcasas de plástico.
Propiedades clave del material
- Temperatura de transición vítrea: Determina la rigidez del componente y el calor que puede soportar.
- Caudal de fusión: Básicamente, la fluidez del material alrededor de los insertos o sobre los sustratos.
- Compatibilidad química: Es lo que determina si los materiales se unirán realmente a nivel molecular.
- Dilatación térmica: Enorme factor de estabilidad dimensional: los índices de expansión desajustados causan todo tipo de problemas.
Matriz de compatibilidad
| Material de base | Materiales de sobremoldeo compatibles |
|---|---|
| ABS | PC, TPE, TPU, PP |
| Policarbonato | ABS, TPU, algunos TPE |
| Nylon | TPE, TPU, otros nilones |
| Polipropileno | TPE, TPO, otros PP |
| PBT | TPE, TPU, PET |
En el moldeo por inserción, la forma de preparar la superficie influye enormemente en la resistencia de la unión. Estos insertos necesitan una preparación adecuada (moleteado, socavado, chorro de arena) para crear un enclavamiento mecánico. Las características de diseño inteligentes, como las pestañas o el texturizado, mejoran drásticamente la adherencia del material de plástico o caucho inyectado al inserto.
Lo más difícil es prever cómo interactuarán los materiales con el paso del tiempo. Lo que parece una unión perfecta durante la producción puede debilitarse tras unos cuantos ciclos de calor o la exposición a determinados productos químicos en el campo.
Mecanizado CNC avanzado para componentes personalizados
En Yijin Hardware, hemos llevado el moldeo por inserción a otro nivel combinándolo con nuestro mecanizado CNC de precisión para componentes metálicos personalizados. Hay una gran diferencia entre utilizar insertos estándar y crear insertos personalizados adaptados exactamente a sus necesidades. Nuestros insertos mecanizados por CNC le ofrecen ventajas que no puede conseguir en ningún otro sitio:
Ventajas técnicas
- Tolerancias increíblemente precisas: hablamos de un ajuste perfecto en todo momento.
- Podemos crear estas geometrías complejas que serían imposibles con piezas estándar
- Texturas de superficie personalizadas que refuerzan la adherencia
- Funciones diseñadas específicamente para distintos materiales
- Podemos llevarle del prototipo a la producción más rápido que la mayoría.
Nuestra tecnología puede producir insertos con todos estos rebajes y características complejas que maximizan la unión mecánica. Lo que esto significa para usted son oportunidades para crear productos innovadores que, sinceramente, ni siquiera sería posible fabricar de otro modo.
Consideraciones de diseño para el éxito de la fabricación
Conseguir la diseño La fabricación correcta no es sólo una cuestión de aspecto: se necesitan características específicas que mejoren la unión entre los elementos y eviten defectos. Todo el proceso de diseño debe tener en cuenta cómo interactúan los distintos materiales durante la producción y cuando el producto se utiliza realmente.
Elementos críticos de diseño
- Ángulos de giro: Necesita ángulos mínimos para que el sustrato pueda realmente salir del molde
- Transiciones de espesor de pared: Deben ser graduales para evitar concentraciones de tensión
- Ubicación de las puertas: El lugar donde se coloquen marca una gran diferencia a la hora de evitar defectos.
- Enclavamientos mecánicos: Estas características mejoran notablemente la fuerza de adhesión
- Ventilación: Sin una ventilación adecuada, el aire queda atrapado y se producen esas feas marcas de quemaduras.
Errores comunes de diseño
- Ángulos de inclinación insuficientes
- Utilización de materiales con índices de contracción incompatibles
- No incluye suficientes elementos de retención de las plaquitas
- Colocar puertas en los lugares equivocados
- Creación de transiciones bruscas de grosor que provocan puntos de tensión
La flexibilidad que ofrecen estos procesos es asombrosa. El sobremoldeo es perfecto para productos de consumo, como cepillos de dientes, en los que se busca un mango rígido con zonas de agarre suave. El moldeo por inserción suele ser el más adecuado para herramientas como destornilladores, que necesitan un eje metálico con un cómodo mango alrededor.
Control de calidad y métodos de ensayo
El control de calidad de las piezas moldeadas requiere protocolos de inspección exhaustivos que verifiquen la precisión dimensional y la integridad de la unión.
Enfoques de las pruebas
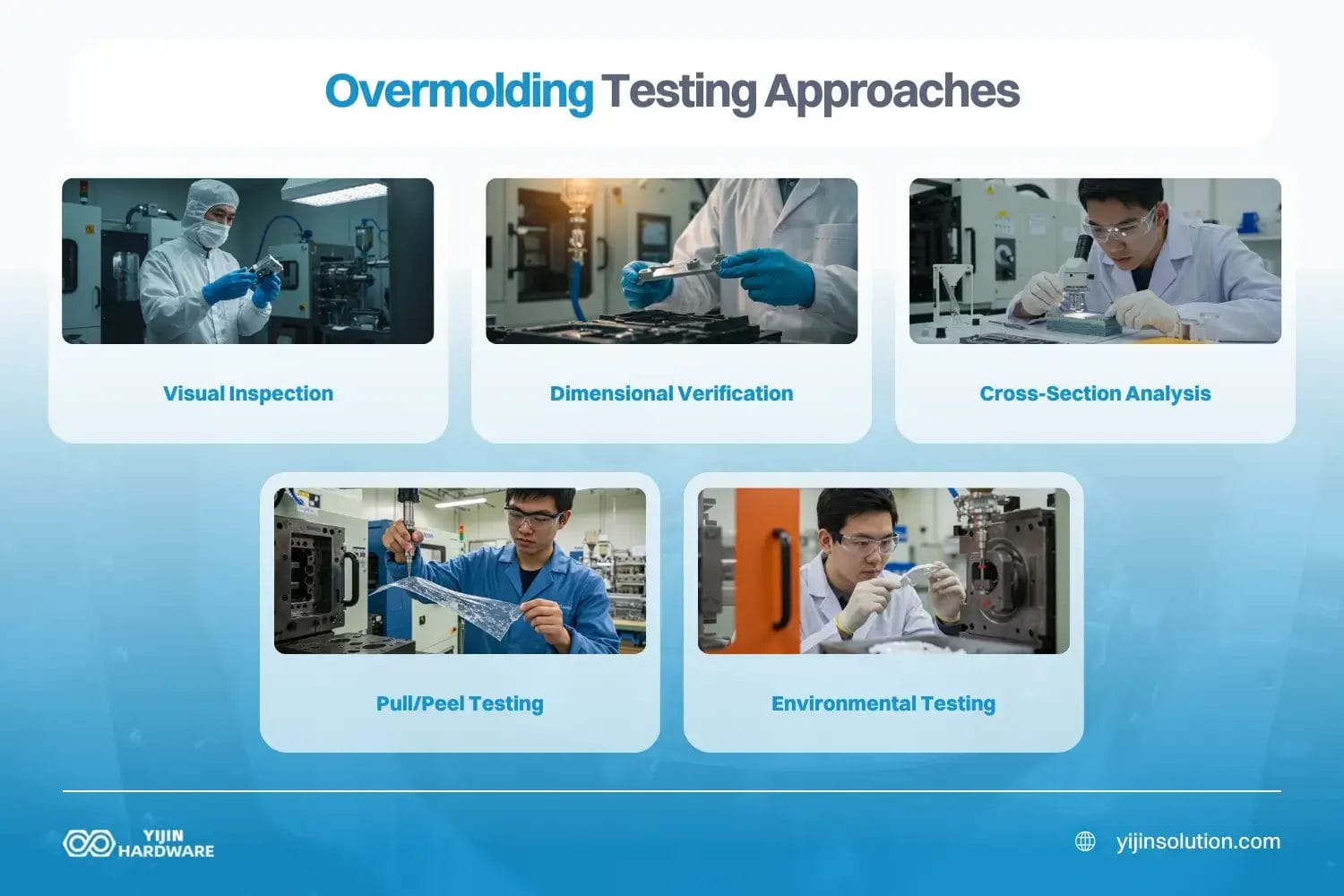
- Inspección visual para detectar defectos superficiales
- Verificación dimensional mediante equipos de medición
- Análisis de la sección transversal para verificar las condiciones de la interfaz
- Pruebas de tracción y pelado para determinar la fuerza de adherencia
- Pruebas ambientales (ciclos de temperatura, exposición química)
El sobremoldeo de silicona requiere una atención especial durante la inspección de calidad, ya que el caucho de silicona tiene unas propiedades de unión únicas. Los ensayos no destructivos examinan las estructuras internas para confirmar la correcta integración del material sin huecos, lo que ayuda a minimizar el coste por pieza gracias a la reducción de las tasas de desecho.
Cómo puede apoyar su proyecto el hardware de Yijin
Yijin Hardware ofrece soluciones integradas que combinan el mecanizado CNC avanzado con asociaciones estratégicas de moldeo. Nuestra experiencia abarca desde la optimización del diseño hasta la fabricación de componentes de precisión y un exhaustivo control de calidad. Nos especializamos en la creación de insertos metálicos personalizados que maximizan el rendimiento y cumplen las especificaciones más exigentes.
Póngase en contacto hoy mismo con nuestro equipo técnico para discutir cómo nuestras capacidades pueden mejorar su próximo proyecto. Con el enfoque de Yijin, se beneficiará de una fabricación optimizada, costes de producción reducidos y una calidad superior de los componentes que también se puede utilizar para obtener ventajas competitivas en su mercado.
Preguntas frecuentes
¿Cuál es la diferencia entre sobremoldeo y moldeo de dos disparos?
Sobremoldeo es un término general para moldear un material sobre otro, mientras que el moldeo por inyección de dos disparos utiliza específicamente equipos especializados con múltiples barriles. El moldeo en dos fases crea piezas en un solo ciclo de máquina sin transferencias manuales entre moldes. Este método automatizado aumenta la eficacia, pero requiere maquinaria más sofisticada que los métodos de transferencia tradicionales.
¿Qué alternativa hay al sobremoldeo?
El moldeo por inserción ofrece una alternativa eficaz a la hora de incorporar componentes de metal a productos de plástico. Para aplicaciones que no requieren varios materiales, el moldeo por inyección de plástico estándar con montaje posterior al moldeo ofrece una fabricación más sencilla. Las piezas moldeadas por compresión también pueden utilizarse en algunas aplicaciones, aunque este enfoque suele crear propiedades diferentes y puede aumentar el tiempo y el coste.
¿Qué ventajas tiene el sobremoldeo?
El sobremoldeo crea piezas con una ergonomía mejorada gracias a superficies suaves al tacto, una estética mejorada con múltiples colores y una mayor funcionalidad al combinar las propiedades de los materiales. El proceso elimina las operaciones de montaje, lo que reduce los costes de mano de obra y los posibles problemas de calidad. El sobremoldeo ofrece una durabilidad superior con uniones permanentes que resisten los factores ambientales y la tensión mecánica mejor que los componentes ensamblados.
Volver arriba: Sobremoldeo frente a moldeo por inserción