

Mecanizado CNC es un proceso de fabricación que utiliza máquinas controladas por ordenador para dar a los materiales la forma deseada. Existen varios términos relacionados con este campo, lo que puede dificultar la comprensión del mecanizado CNC. Se prevé que el mercado mundial del mecanizado CNC alcance los 1.000 millones de euros en 2009. $154.000 millones de aquí a 2032 (creciendo a un CAGR de 5% de $95 mil millones en 2022) según Fortune Business Insights, dominar este vocabulario técnico es fundamental.
Este recurso terminológico definitivo mejorará sus conocimientos sobre comunicación técnica y fabricación. En Ferretería Yijin, Estamos especializados en la prestación de servicios de mecanizado CNC de alta calidad, aprovechando nuestra experiencia en terminología CNC para ofrecer productos precisos y fiables. Esta completa guía abarca más de 50 términos esenciales de CNC organizados por categorías, desde componentes básicos hasta conceptos avanzados de programación.
Principales conclusiones
- El mecanizado CNC utiliza herramientas controladas por ordenador para dar forma precisa a los materiales, por lo que el dominio de la terminología es fundamental para un funcionamiento y una comunicación eficaces en este sector en rápido crecimiento.
- Los términos esenciales de CNC incluyen categorías como componentes de la máquina (por ejemplo, husillo, fijación), conceptos de programación (CAD, CAM, código G), herramientas (fresas, machos) y procesos (fresado, torneado, mecanizado de alta velocidad).
- La precisión en el mecanizado CNC depende en gran medida de la rigidez de la máquina, la sujeción precisa de la herramienta, las condiciones ambientales controladas y la selección correcta de los parámetros de mecanizado, como el avance y la velocidad del husillo.
Nuestra lista completa de terminología de mecanizado CNC
¿Es nuevo en el sector del mecanizado CNC o desea refrescar su vocabulario? Hemos enumerado los términos más comunes que los profesionales de la fabricación CNC utilizan a diario. Para facilitar la navegación, los hemos dividido en diferentes grupos: componentes de la máquina, programación, herramientas y procesamiento.
Terminología de los componentes de la máquina
Programación absoluta es un método de codificación en el que todas las coordenadas se definen en relación con un punto de origen fijo. Este método simplifica la programación al eliminar la necesidad de calcular distancias desde cualquier punto que no sea el origen.
Cambiador automático de herramientas (ATC) es un sistema que cambia automáticamente las herramientas de un centro de mecanizado CNC para adaptarse a cualquier tarea necesaria para procesar un producto, sin necesidad de que intervenga un operario. Los ATC modernos tienen capacidad para más de 20-200 herramientas y realizan los cambios de herramienta en 2-10 segundos, lo que reduce considerablemente el tiempo de inactividad.
Contragolpe es la holgura o pérdida de movimiento que se produce cuando se invierte la dirección en un componente de una máquina. Es crucial minimizar la holgura para mantener la precisión en las operaciones de mecanizado, especialmente en entornos de alta precisión.
Refrigerante en el mecanizado CNC es un líquido que reduce el calor generado durante las operaciones de mecanizado, prolongando la vida útil de la herramienta y mejorando el acabado superficial. Los refrigerantes más comunes son las emulsiones acuosas, los refrigerantes sintéticos y los aceites puros.
Fijación es un dispositivo utilizado para sujetar firmemente la pieza de trabajo durante el mecanizado. Una configuración adecuada de la fijación es esencial para lograr operaciones de mecanizado precisas y evitar el movimiento de la pieza durante el proceso de corte.
Eje es el eje giratorio de una máquina CNC que acciona la herramienta de corte o la pieza de trabajo. El husillo es útil para mantener la precisión y la velocidad, e incluye componentes como rodamientos, motor de accionamiento y sistema portaherramientas. Los husillos CNC modernos alcanzan una precisión de desviación inferior a 0,0001 pulgadas y pueden mantener la velocidad constante dentro de 1% del valor establecido incluso con cargas de corte variables.
Pieza de trabajo es un elemento que se mecaniza. Es el material de partida a partir del cual se creará el producto final mediante mecanizado. Los materiales de las piezas de trabajo van desde aleaciones de aluminio a aleaciones de titanio o aceros endurecidos.
Términos de programación
CAD (diseño asistido por ordenador) se refiere a programas de software que permiten a los usuarios diseñar digitalmente piezas que se van a fresar, imprimir en 3D o renderizar. Los modelos CAD sirven de base para el mecanizado CNC, ya que definen la geometría que se va a crear.
CAM (fabricación asistida por ordenador) es un programa informático utilizado para controlar las máquinas herramienta durante la fabricación de piezas. Los sistemas CAM generan trayectorias de herramienta a partir de modelos CAD y parámetros de mecanizado, optimizando las tasas de arranque de material y respetando al mismo tiempo las limitaciones de la herramienta y la máquina. El software CAM avanzado puede reducir el tiempo de mecanizado en 25-50% en comparación con la programación convencional mediante estrategias de corte optimizadas.
Sistema de bucle cerrado es un sistema de control que utiliza la retroalimentación de los sensores para supervisar y ajustar continuamente las operaciones de la máquina. Este sistema garantiza la precisión comparando la posición real con la programada y realizando correcciones en tiempo real.
Código G es el lenguaje fundamental utilizado para controlar las máquinas CNC. Consiste en comandos que dictan los movimientos y operaciones de la máquina. Aunque existe una norma ISO para el código G (RS-274), muchos fabricantes de máquinas utilizan extensiones propias para funciones avanzadas. Un programa CNC típico puede contener cientos o miles de bloques de código G, cada uno de los cuales representa una acción de la máquina.
Posición inicial (máquina a cero) es el punto cero designado por la máquina y determinado por finales de carrera físicos. No identifica el origen real del trabajo al procesar una pieza. La posición de origen sirve como punto de referencia para todos los movimientos de la máquina y se establece mediante un procedimiento de origen en el arranque, con una repetibilidad de posición de ±0,0001 pulgadas o mejor.
Programación incremental es un método de codificación en el que cada movimiento corresponde a la posición de la herramienta al final del movimiento anterior, en lugar de partir de un origen fijo. Esto se codifica con G91 y es útil para tareas repetitivas o patrones dentro de un programa.
Código M se utiliza en la programación de código G para controlar diversas funciones de la máquina CNC, como el flujo de refrigerante, el arranque/parada del cabezal y los cambios de herramienta. Cada código M sirve para una operación específica, esencial para automatizar el proceso de mecanizado. Mientras que los códigos G controlan el movimiento, los códigos M se encargan de funciones auxiliares como el control de flujo del programa y la activación de funciones de la máquina.
Términos de utillaje
Fresas de punta esférica es una herramienta de corte con una punta de arco de corte redondeada, donde el diámetro del arco es igual al diámetro de corte. Esta herramienta se utiliza para cortar acanaladuras, trayectorias de herramientas 3D, bandejas de bolsillo, ranuras de jugo de tabla de corte y mucho más. El extremo semiesférico permite una mezcla suave entre superficies y el mecanizado de superficies contorneadas con pasos de corte ajustados a 5-10% del diámetro de la herramienta para operaciones de acabado.
Perforación es un proceso de mecanizado que amplía un orificio ya existente. Se realiza utilizando una herramienta de corte de un solo punto denominada mandrinado, que permite controlar con precisión el tamaño y el acabado del orificio. El mandrinado puede conseguir tolerancias de diámetro de orificio de ±0,0005 pulgadas y un acabado superficial tan fino como 16 micropulgadas Ra.
Carga de virutas es la cantidad de material eliminado por cada diente de una herramienta de corte por revolución. La gestión de la carga de viruta es fundamental para mantener la salud de la herramienta, lograr un buen acabado superficial y garantizar velocidades eficientes de eliminación de material. Las cargas de viruta típicas oscilan entre 0,001-0,020 pulgadas por diente, dependiendo del tamaño de la herramienta, el material y el tipo de operación.
Fresa de mango es un tipo de herramienta de corte utilizada en aplicaciones industriales de fresado. Se distingue de la broca por su aplicación, geometría y fabricación. Las fresas de mango se utilizan en aplicaciones de fresado como el fresado de perfiles, el fresado de trazado, el fresado frontal y el fresado por penetración.
Escariador es un tipo de herramienta de corte que se utiliza para agrandar y acabar un orificio existente con el fin de conseguir un tamaño específico y una superficie lisa. El escariado se realiza después del taladrado o el mandrinado y puede mejorar la precisión del tamaño del orificio hasta ±0,0005 pulgadas y el acabado de la superficie hasta 16-32 micropulgadas Ra. Los escariadores giran entre 1/2 y 1/3 de la velocidad de una broca del mismo diámetro.
Toque es una herramienta utilizada para cortar roscas internas en un orificio, permitiendo que tornillos o pernos fijen los componentes. Los machos de roscar están disponibles en varias formas y estilos de rosca para diferentes aplicaciones. Las máquinas CNC pueden realizar operaciones de roscado utilizando ciclos de roscado síncronos o rígidos que coordinan con precisión la rotación del husillo con la velocidad de avance axial.
Portaherramientas es un dispositivo utilizado para sujetar con seguridad las herramientas de corte en una máquina CNC, garantizando la alineación y la estabilidad durante las operaciones. Entre los tipos de portaherramientas más comunes se incluyen los portapinzas de pinza, los portapinzas hidráulicos, los de ajuste por contracción térmica y los planos Weldon. La desviación de la herramienta en portaherramientas de primera calidad es inferior a 0,0001 pulgadas.
Terminología de procesos
Fresado de escalada es una técnica de fresado CNC en la que la herramienta de corte se mueve en la misma dirección que el avance de la pieza, lo que reduce la generación de calor y mejora el acabado superficial. En el fresado ascendente, el grosor de la viruta comienza en el máximo y disminuye hasta cero, lo que da lugar a un menor endurecimiento por deformación del material y, por lo general, a una 15-20% mayor vida útil de la herramienta en comparación con el fresado convencional.
Fresado convencional es un enfoque de fresado en el que la herramienta de corte se desplaza en sentido contrario al avance de la pieza, lo que proporciona un mejor control pero puede aumentar el calor y el desgaste de la herramienta. En el fresado convencional, el espesor de la viruta comienza en cero y aumenta hasta el máximo, lo que puede provocar rozamientos en el punto de contacto inicial. Este método puede ser preferible para máquinas con problemas de holgura o cuando se mecanizan materiales con incrustaciones superficiales duras.
Profundidad de corte indica la cantidad de material que se retira de una pieza con cada pasada de la herramienta. Es un parámetro crítico que afecta a las fuerzas de corte, al desgaste de la herramienta y a la eficacia del mecanizado. La profundidad de corte se clasifica en desbaste (0,1-0,5× diámetro de la herramienta) o acabado (0,01-0,1× diámetro de la herramienta).
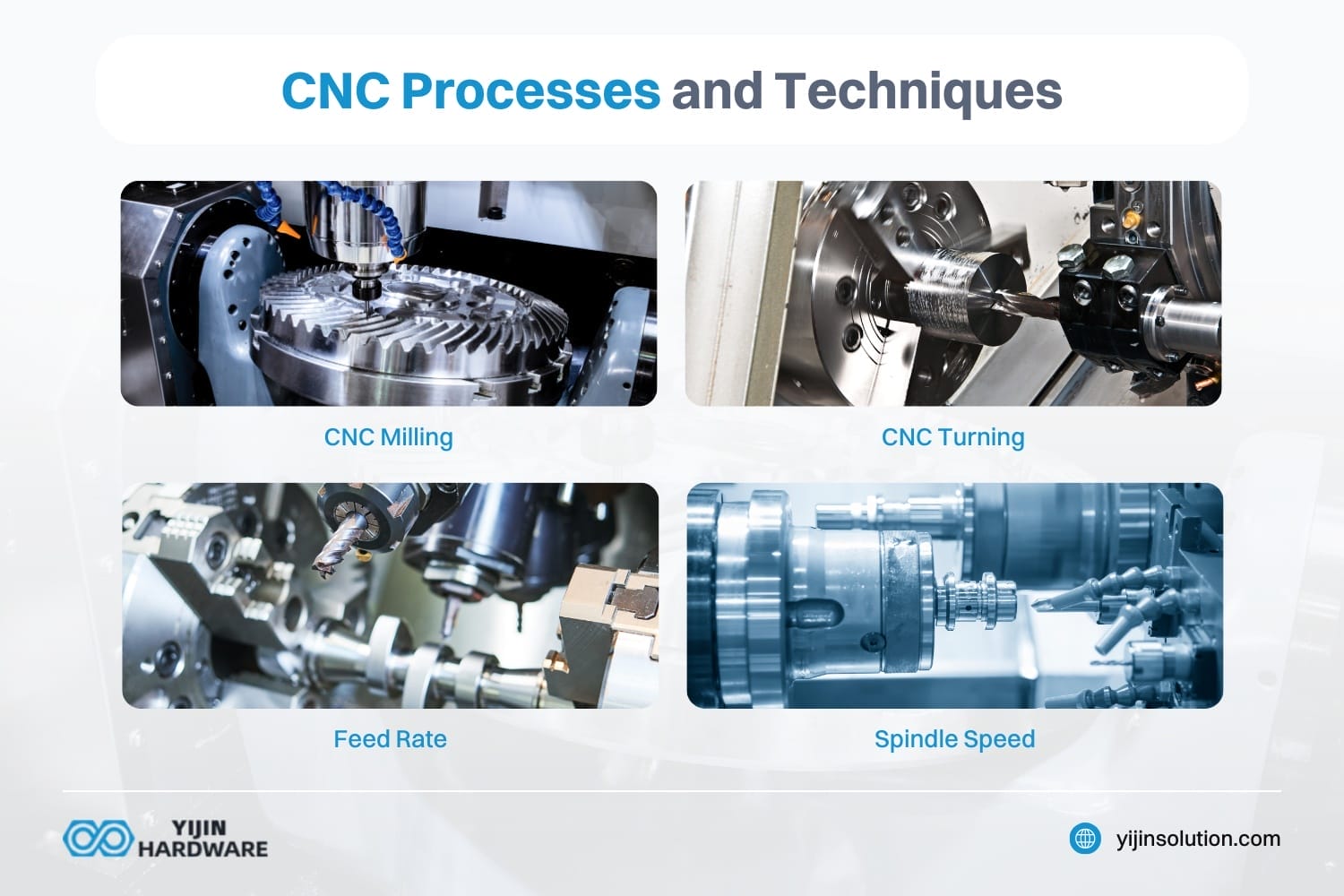
Velocidad de alimentación se refiere a la velocidad a la que la herramienta de corte se desplaza a lo largo de una pieza en los ejes X e Y. Se suele medir en pulgadas por minuto (IPM) o en milímetros por minuto (mm/min). Suele medirse en pulgadas por minuto (IPM) o milímetros por minuto (mm/min). Las velocidades de avance influyen directamente en el tiempo de mecanizado, la calidad del acabado superficial y la vida útil de la herramienta, con velocidades típicas que oscilan entre 5-10 IPM para materiales duros y 500+ IPM para aluminio en máquinas de alta velocidad.
Velocidad del cabezal es la velocidad de rotación del husillo que sujeta la herramienta de corte, medida en revoluciones por minuto (RPM). Influye en la formación de viruta, la generación de calor y el desgaste de la herramienta. Las máquinas CNC modernas ofrecen velocidades de husillo que oscilan entre las 6.000 RPM de los centros de mecanizado básicos y las más de 30.000 RPM de los centros de mecanizado de alta velocidad.
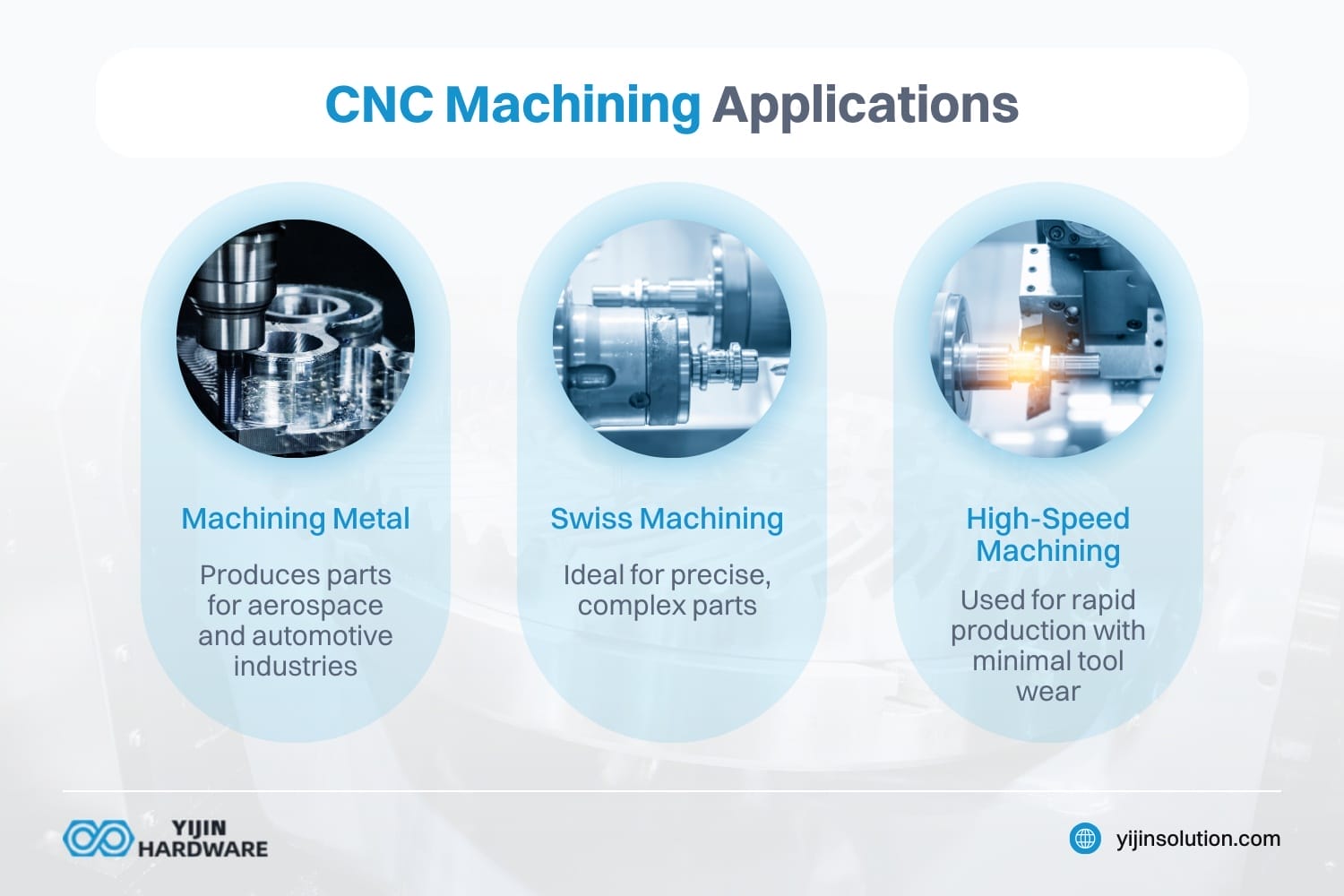
Mecanizado de alta velocidad (HSM) es una técnica de mecanizado que se caracteriza por una alta velocidad del husillo y un elevado avance para conseguir altas tasas de arranque de material. Suele utilizarse para cortar materiales duros y cuando se requiere una gran exactitud y precisión. El HSM suele funcionar a velocidades de corte entre 5 y 10 veces superiores a las del mecanizado convencional, utilizando estrategias CAM especializadas para mantener un acoplamiento constante de la herramienta y minimizar la carga de impacto.
Tasa de caída es la velocidad vertical a la que la herramienta entra en el material, medida en pulgadas o milímetros por minuto. Se ajusta a una velocidad inferior a la de avance (aproximadamente 40-60% de la velocidad de avance) para reducir el choque en la entrada de la herramienta y evitar el fallo prematuro de la misma.
Desbaste es la operación de mecanizado que elimina grandes cantidades de material rápidamente, preparando la pieza para pasadas de acabado más finas. Las estrategias de desbaste dan prioridad a la velocidad de arranque de material sobre el acabado superficial, dejando 0,01-0,02 pulgadas de material para las operaciones de acabado posteriores. Las técnicas modernas de desbaste, como el fresado de alta eficiencia (HEM), mantienen una carga constante de la herramienta para maximizar la velocidad de arranque de material.
Acabado es la operación de mecanizado final que consigue el acabado superficial deseado y tolerancias ajustadas en una pieza de trabajo. Las pasadas de acabado eliminan pequeñas cantidades de material (0,005-0,015 pulgadas) utilizando velocidades más altas, avances más bajos y trayectorias de herramienta especializadas para lograr acabados superficiales tan finos como 16-32 micropulgadas Ra.
¿Qué términos incluyen los factores que afectan a la precisión del mecanizado CNC?
En la precisión del mecanizado CNC influyen numerosos factores relacionados con la máquina, la herramienta, la pieza y el entorno. Aquí hemos resumido los términos comunes que encontrará a menudo al hablar del mecanizado CNC.
Factores de la máquina
Rigidez de la máquina determina la resistencia de la máquina a las fuerzas de socavado por desviación. Una mayor rigidez reduce las vibraciones y mejora la precisión del mecanizado. Las máquinas de primera calidad utilizan bases de hierro fundido u hormigón polímero, guías de caja rígidas y diseños estructurales optimizados para minimizar la deflexión bajo carga.
Resolución del eje define el incremento más pequeño de movimiento que puede ejecutar una máquina. Las máquinas CNC modernas suelen ofrecer una resolución de 0,0001 pulgadas (0,001 mm) o superior, y las máquinas de alta precisión alcanzan una resolución de 0,00001 pulgadas (0,0001 mm) mediante encóderes de alta resolución y sistemas de accionamiento de precisión.
Estabilidad térmica afecta a cómo cambian las dimensiones de la máquina con las variaciones de temperatura. Las fluctuaciones de temperatura pueden provocar la dilatación térmica de los componentes de la máquina, lo que afecta a la precisión.
Capacidad del sistema de control influye en la precisión con la que la máquina puede seguir las trayectorias programadas. Los controles CNC modernos ofrecen funciones como la anticipación (procesamiento de cientos de bloques por adelantado), la interpolación a nivel nanométrico y el control avanzado de aceleración/desaceleración para mantener la precisión incluso durante el funcionamiento a alta velocidad.
Factores de utillaje
Desviación de la herramienta se produce cuando las fuerzas de corte doblan ligeramente la herramienta durante el mecanizado. Esta desviación puede causar errores dimensionales, especialmente con herramientas largas y delgadas o cortes profundos. Cuando se mecaniza con una relación longitud/diámetro superior a 4:1, la desviación de la herramienta se convierte en un problema importante, pudiendo causar errores dimensionales de 0,001-0,010 pulgadas si no se compensa.
Desgaste de herramientas modifica las dimensiones y las características de corte de la herramienta con el paso del tiempo. El desgaste progresivo puede provocar variaciones dimensionales en las piezas mecanizadas y degradar el acabado superficial. La vida útil de la herramienta puede variar drásticamente en función del material (de 10 minutos en titanio a más de 10 horas en aluminio) y debe controlarse para mantener la precisión.
Sistema de sujeción de herramientas afecta a la seguridad y precisión con que se sujeta la herramienta en el husillo. Los portaherramientas de precisión con una desviación inferior a 0,0001 pulgadas son los mejores para el mecanizado de alta precisión. Los portaherramientas hidráulicos y de ajuste por contracción ofrecen el mejor control de desviación y rigidez para aplicaciones de precisión.
Factores de la pieza
Propiedades de los materiales influyen en la maquinabilidad, las fuerzas de corte y el comportamiento térmico durante el mecanizado. Los distintos materiales requieren parámetros y estrategias de corte específicos para lograr resultados óptimos. Los materiales con baja conductividad térmica (como el titanio) o alta dureza (como el acero endurecido) presentan retos especiales para mantener la precisión.
Rigidez de la pieza determina la resistencia de la pieza a la deformación durante el mecanizado. Las piezas de paredes finas o con características delicadas pueden desviar las fuerzas de corte o la presión de sujeción. En el caso de componentes de paredes finas (grosor de pared/altura < 0,1), son esenciales estrategias de mecanizado especializadas como el mantenimiento de un enganche constante y la reducción de las fuerzas de corte.
Método de sujeción afecta a la estabilidad de la pieza y a la precisión de referencia durante el mecanizado. Una sujeción inadecuada puede hacer que la pieza se desplace o vibre, comprometiendo la precisión. Los sistemas de sujeción de piezas deben equilibrar la fuerza de sujeción (para evitar el movimiento) con la minimización de la distorsión, especialmente en el caso de componentes de precisión o de paredes finas.
Factores medioambientales
Fluctuaciones de temperatura provocan dilataciones y contracciones térmicas tanto en la máquina como en la pieza. Para el mecanizado de precisión, suelen ser necesarios entornos con temperatura controlada (±1 °C), y los trabajos de alta precisión requieren un control aún más estricto (±0,1 °C).
Vibración procedentes de fuentes externas o del propio proceso de corte pueden comprometer el acabado superficial y la precisión dimensional. Las máquinas de precisión suelen instalarse sobre cimientos aislantes e incorporan elementos de amortiguación de vibraciones en su construcción.
Humedad puede afectar tanto a los materiales como al rendimiento de la máquina en casos extremos. El control de la humedad relativa (en torno a 40-60%) ayuda a mantener la estabilidad dimensional del material y evita problemas de corrosión que podrían afectar a la precisión.
¿Cuáles son los distintos tipos de máquinas CNC? | Terminología
Las máquinas CNC varían mucho en función de sus capacidades, configuraciones y aplicaciones. Comprender los diferentes tipos y términos ayuda a seleccionar la máquina adecuada para requisitos de fabricación específicos.
Centro de mecanizado vertical (CMV) es una máquina CNC con un husillo orientado verticalmente que se aproxima a la pieza desde arriba. Las VMC son máquinas versátiles adecuadas para una amplia gama de piezas y, por lo general, más económicas que sus homólogas horizontales.
Centro de mecanizado horizontal (HMC) es una fresadora con un husillo orientado horizontalmente. Esta configuración ofrece una mejor evacuación de virutas, soporte para cortes más pesados y suele incluir cambiadores de palets para aumentar la productividad.
Torno CNC es una máquina que hace girar la pieza sobre su eje para realizar operaciones como cortar, lijar, moletear, taladrar o deformar utilizando herramientas fijas. Los tornos CNC modernos pueden incluir herramientas fijas para operaciones de fresado.
Torno suizo es un torno CNC especializado diseñado para piezas de alta precisión y pequeño diámetro. Incorpora un casquillo guía que soporta el material cerca de la herramienta de corte, reduciendo la desviación y permitiendo una precisión excepcional en piezas largas y esbeltas.
¿Qué son los ejes CNC y cómo controlan el movimiento de la máquina? | Terminología
Las máquinas CNC funcionan con varios ejes, que definen los planos de movimiento y determinan las capacidades de la máquina para crear geometrías complejas. A continuación se describen los términos específicos de los ejes y cómo se aplican.
Ejes lineales primarios
Eje X representa el movimiento horizontal de izquierda a derecha (o de derecha a izquierda) en relación con el operario. En un torno, el eje X controla la distancia de la herramienta a la línea central de la pieza giratoria.
Eje Y representa el movimiento horizontal de delante hacia atrás (o de atrás hacia delante) en relación con el operador. Este eje está presente en las fresadoras, pero no en los tornos estándar.
Eje Z representa el movimiento vertical hacia arriba y hacia abajo. En las fresadoras, controla la altura de la herramienta de corte sobre la pieza, mientras que en los tornos controla el movimiento a lo largo de la pieza.
Ejes de rotación
Eje A gira alrededor del eje X, permitiendo movimientos de inclinación en el plano Y-Z. Esto es esencial para el mecanizado en 5 ejes de superficies de contornos complejos.
Eje B gira alrededor del eje Y, permitiendo la inclinación en el plano X-Z. La capacidad del eje B es especialmente valiosa para el mecanizado de piezas con características en múltiples ángulos.
Eje C gira alrededor del eje Z, proporcionando movimiento de rotación en el plano X-Y. En un centro de fresado y torneado, el eje C suele controlar la rotación del husillo para lograr un posicionamiento angular preciso.
Configuraciones multieje
Máquinas de 3 ejes controlan el movimiento a lo largo de los ejes lineales X, Y y Z, adecuados para el mecanizado de piezas con características a las que se puede acceder desde una única dirección.
Máquinas de 4 ejes añaden un eje de rotación (normalmente A o C) a los tres ejes lineales, lo que permite el mecanizado en varias caras de una pieza sin reposicionamiento manual.
Máquinas de 5 ejes incorporan dos ejes de rotación además de los tres ejes lineales, lo que permite mecanizar geometrías complejas con socavados y características en varios ángulos en una sola configuración.
Centros de fresado y torneado combinan capacidades de fresado y torneado con control multieje, lo que permite el mecanizado completo de piezas complejas en una sola configuración, reduciendo la manipulación y mejorando la precisión.
¿Cuáles son los términos de los principales procesos de mecanizado CNC?
El mecanizado CNC abarca varios procesos distintos, cada uno de los cuales se adapta a requisitos de fabricación y geometrías de componentes particulares. Aquí trataremos dos tipos populares de procesos CNC y sus definiciones.
¿Cómo funciona el fresado CNC?
Fresado CNC es un proceso de mecanizado que utiliza herramientas de corte giratorias para eliminar material de una pieza de trabajo. En el fresado, la herramienta de corte gira a gran velocidad (1.000-30.000 RPM) mientras que la pieza permanece inmóvil, y la herramienta o la pieza se mueven a lo largo de varios ejes para crear la forma deseada.
¿Qué es el torneado CNC y en qué se diferencia del fresado?
Torneado CNC es un proceso de mecanizado en el que la pieza gira mientras una herramienta de corte de un solo punto se mueve linealmente para eliminar material. Se utiliza principalmente para crear piezas cilíndricas con características como diámetros, conos, roscas y ranuras.
Preguntas frecuentes sobre terminología de mecanizado CNC | Vocabulario esencial de CNC
¿Cómo puede haber más de 3 ejes?
Una máquina CNC puede tener más de tres ejes incorporando movimientos rotativos y lineales. La máquina herramienta puede moverse en varias direcciones, lo que aumenta la flexibilidad y la precisión.
¿Qué es la molienda electroquímica?
El fresado electroquímico es un proceso de mecanizado CNC que elimina material utilizando reacciones químicas en lugar de corte. Un dispositivo utilizado para controlar las corrientes eléctricas disuelve el metal, dando forma a la pieza con precisión.
¿Qué significa CNC DNC?
CNC DNC son las siglas de Control Numérico Directo, un sistema utilizado para controlar varias máquinas simultáneamente. El controlador CNC envía instrucciones en tiempo real a las máquinas conectadas, optimizando la eficacia del flujo de trabajo.
Volver arriba: Terminología de mecanizado CNC | Vocabulario esencial de CNC




