
El punzonado CNC es un proceso de precisión fabricación de chapa metálica proceso que utiliza maquinaria controlada por ordenador para crear orificios, formas y características conformadas en metal con una precisión excepcional. Esta tecnología de fabricación emplea herramientas especializadas para perforar chapas metálicas de acuerdo con especificaciones programadas, lo que permite a los fabricantes producir componentes complejos de forma eficiente.
Como técnica fundamental en la fabricación moderna de metales, el punzonado CNC combina el control numérico por ordenador con la precisión mecánica para ofrecer resultados uniformes y de alta calidad.
Principales conclusiones
- El punzonado CNC crea agujeros y formas en chapa metálica a velocidades de hasta 1.000 golpes por minuto con precisión informática.
- El proceso es excelente con materiales de entre 0,5 mm y 6 mm de grosor, incluidos el acero inoxidable, el aluminio, el latón y el plástico.
- A diferencia del láser, que utiliza un rayo, el punzonado CNC puede crear elementos conformados como rejillas, hoyuelos y avellanados en una sola operación.
- Existen dos tipos principales de máquinas: punzonadoras de torreta con herramientas múltiples y de estilo lineal con carga de una sola herramienta.
- El punzonado CNC ofrece soluciones superiores y rentables para la producción de grandes volúmenes mediante un uso optimizado del material.
¿Qué es el punzonado CNC en la fabricación de chapa metálica?
El punzonado CNC es una popular técnica de fabricación de metal que utiliza un punzón controlado numéricamente por ordenador para atravesar la chapa metálica con una coordinación precisa. El proceso de punzonado emplea una combinación de punzón (herramienta superior) y matriz (herramienta inferior) para crear orificios o formas cortando el material según unas coordenadas programadas.
Esta tecnología representa un avance significativo con respecto a los métodos de punzonado tradicionales, ya que ofrece una precisión programable que elimina el error humano.
¿Cuáles son los principales elementos técnicos de los sistemas de punzonado CNC?
La base técnica del punzonado CNC incluye la fuerza de punzonado, la holgura de la matriz, la relación punzón-matriz y las calidades del acero para herramientas:
- Fuerza de perforación: Calculado como Fuerza (toneladas) = Resistencia última a la tracción del material × Espesor del material × Perímetro del corte × 0,7
- Liquidación de troqueles: Separación calibrada con precisión entre el punzón y la matriz (normalmente 10-20% del grosor del material).
- Relación punzón/troquel: Ajustes específicos del material que optimizan la calidad del orificio y minimizan el desgaste de la herramienta.
- Calidades de acero para herramientas: Aceros para herramientas de alto contenido en carbono (D2, M2) para aplicaciones estándar; carburo de wolframio para una durabilidad extrema.
Entre los principales fabricantes del sector se encuentran Trumpf, Amada y Salvagnini, cada uno de los cuales ofrece máquinas con distintas ventajas. En Yijin Hardware, nuestras capacidades de punzonado CNC complementan nuestra amplia gama de... Mecanizado CNC para una completa flexibilidad de fabricación.
¿Cómo funciona el punzonado CNC?
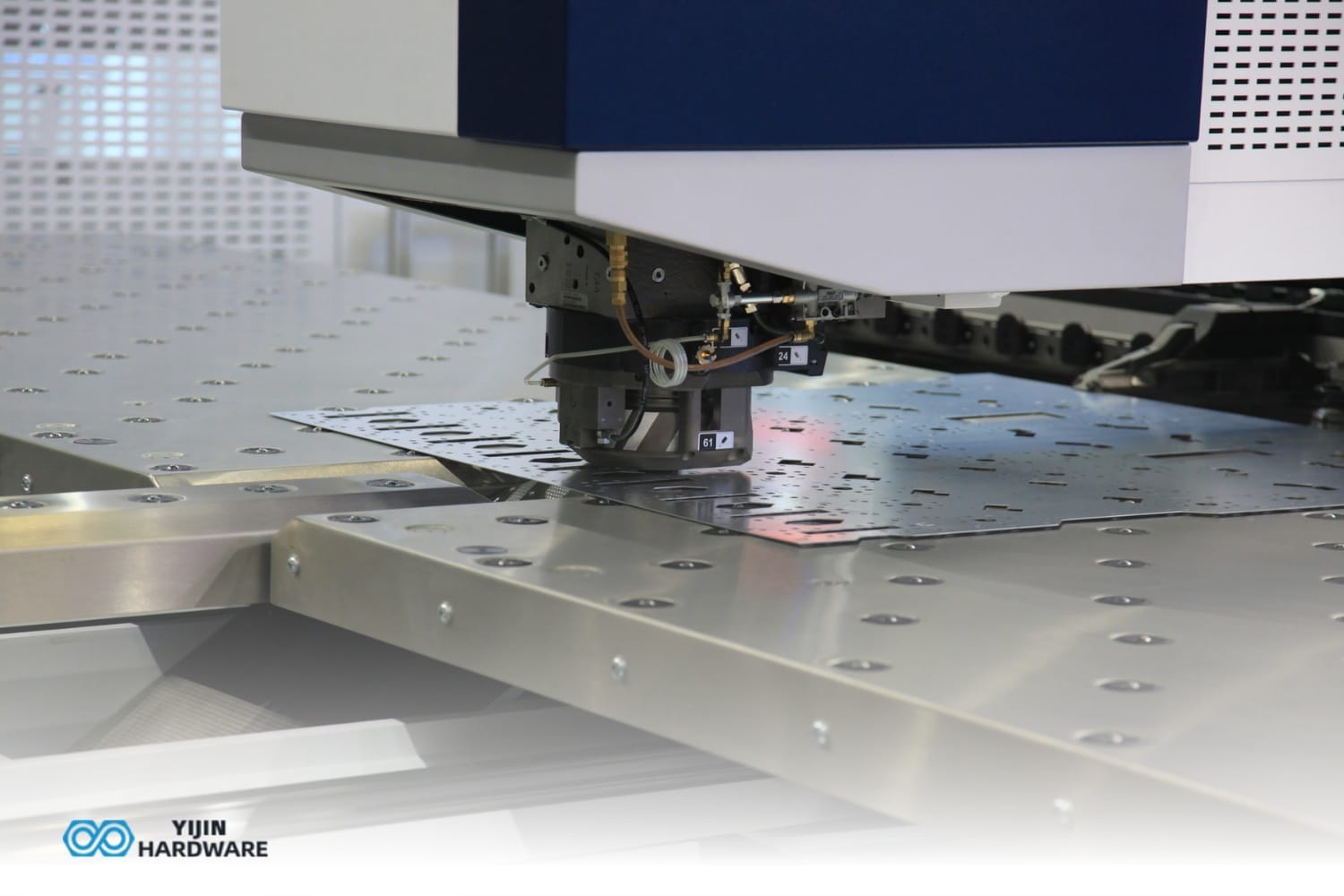
El trabajo de punzonado del CNC comienza cuando una pieza se coloca con precisión bajo un punzón mecánico. El controlador CNC traduce las especificaciones de diseño en instrucciones de coordenadas que guían el movimiento de la chapa metálica en las direcciones X e Y. A continuación, el pistón de punzonado impulsa la herramienta de punzonado a través del material, creando el orificio deseado mientras el material sobrante cae a través de la matriz situada debajo.
El proceso comienza con la programación CAD/CAM para crear el patrón de punzonado y optimizar la disposición del material. Se denomina ‘anidado’ cuando el sistema dispone estratégicamente las piezas en la chapa para minimizar los desperdicios. Para diseños complejos, la máquina selecciona automáticamente la herramienta adecuada de su sistema de almacenamiento, lo que reduce considerablemente el tiempo de punzonado.
¿Cuáles son los tipos de punzonadoras CNC?
Los dos tipos principales de punzonadoras CNC son las punzonadoras de torreta y las punzonadoras de carril lineal:
- Punzonadoras de torreta: Sujete más de 60 herramientas simultáneamente en posiciones fijas dentro de una torreta giratoria, como las fabricadas por Amada y Trumpf.
- Máquinas de carriles lineales: Carga una herramienta a la vez, pero proporciona capacidad de rotación completa para cada herramienta, como la serie P4 de Salvagnini.
Las máquinas de torreta destacan en proyectos complejos que requieren numerosos cambios de herramienta, mientras que las máquinas lineales ofrecen versatilidad en la orientación de la herramienta. La elección entre estos tipos de máquinas CNC depende del volumen de producción, la complejidad de los componentes y las características requeridas.
¿Cómo se utiliza la programación CNC en el punzonado?
La programación CNC convierte los archivos de diseño en instrucciones de máquina precisas que controlan el posicionamiento de las chapas y las operaciones de punzonado. El proceso de programación utiliza diseños CAD (normalmente en formatos DXF o DWG) procesados mediante software CAM especializado como Radan, SigmaNEST o TruTops para generar trayectorias de herramientas y crear patrones de anidado.
Los elementos clave de la programación incluyen:
- Detección de colisiones: Evita interferencias herramienta-material
- Optimización de la trayectoria de la herramienta: Reduce el movimiento de la máquina para minimizar los tiempos de ciclo
- Distribución de éxitos: Distribuye los golpes consecutivos para evitar la deformación del material
- Lógica de secuenciación: Determina el orden de perforación óptimo para la estabilidad del material
El software CAM crea un gemelo digital del proceso de punzonado para simular las operaciones antes de que comience la producción real, lo que reduce significativamente el tiempo de preparación y el desperdicio de material.
¿Qué materiales pueden utilizarse en el punzonado CNC?
Los materiales que se pueden utilizar en el punzonado CNC incluyen materiales de chapa como acero inoxidable, suave acero, aluminio, latón, cobre, El espesor óptimo del material abarca desde 0,5 mm hasta 6 mm, aunque la capacidad varía según el tipo de máquina y la fuerza de punzonado disponible. El grosor óptimo del material oscila entre 0,5 mm y 6 mm, aunque la capacidad varía según el tipo de máquina y la fuerza de punzonado disponible.
¿Cuáles son las especificaciones de holgura de la matriz por material?
La holgura de la matriz -la distancia entre el punzón y la matriz- afecta directamente a la calidad del agujero y a la vida útil de la herramienta. Una holgura adecuada es crucial para conseguir cortes limpios con una formación mínima de rebabas:
| Material | Holgura óptima del troquel | Tonelaje requerido | Espesor máximo |
|---|---|---|---|
| Acero dulce | 12-15% de espesor | 25-35 toneladas/pulgada | 6,0 mm |
| Acero inoxidable | 15-20% de espesor | 40-60 toneladas/pulgada | 4,0 mm |
| Aluminio | 10-12% de espesor | 15-25 toneladas/pulgada | 6,0 mm |
| Latón/Cobre | 12-15% de espesor | 30-45 toneladas/pulgada | 3,0 mm |
| Zintec | 12-15% de espesor | 25-35 toneladas/pulgada | 5,0 mm |
Los materiales más duros, como el acero inoxidable, requieren una mayor fuerza de punzonado y aceleran el desgaste de la herramienta, mientras que los materiales más blandos, como el aluminio, pueden punzonarse con mayor facilidad, pero pueden deformarse sin el soporte adecuado. Una holgura incorrecta de la matriz provoca rebabas excesivas, un desgaste acelerado de la herramienta y una posible deformación del material.
¿Cuáles son las principales ventajas del punzonado CNC?
Entre las ventajas del punzonado CNC se incluyen las altas velocidades de producción, la excelente precisión, la rentabilidad para la producción en volumen y la capacidad de crear características formadas en una sola operación. El proceso alcanza velocidades de producción de hasta 1.000 golpes por minuto manteniendo una precisión posicional de ±0,1 mm.
A diferencia de los métodos de corte térmico, el punzonado CNC crea bordes limpios sin agujeros de aguja, distorsión relacionada con el calor u oxidación, eliminando a menudo la necesidad de operaciones secundarias.
¿Cuáles son las ventajas técnicas de la tecnología de punzonadoras CNC?
- Eficiencia de producción superior: Cuando los fabricantes utilizan sistemas de torreta CNC, los cambios de herramienta se producen en milisegundos, lo que permite una producción continua a 500-1000 golpes por minuto, sustancialmente más rápida que los métodos manuales.
- Utilización precisa del material: El programa CNC optimiza el uso de la chapa mediante lo que se denomina ‘anidamiento’, consiguiendo tasas de utilización del material de hasta 85%, lo que lo hace significativamente más rentable para la producción de grandes volúmenes.
- Capacidades avanzadas de conformado: El pistón de punzonado de la máquina proporciona de 20 a 30 toneladas de fuerza con una precisión de ±0,05 mm, lo que permite formas complejas de componentes de chapa metálica que incluyen:
- Separadores autoblocantes
- Rejillas de refrigeración integradas
- Características de refuerzo estructural
- Soportes de montaje y guías de deslizamiento o antirretornos
- Versatilidad multifunción: Los modernos sistemas de punzonado CNC ejecutan múltiples operaciones (punzonado, conformado, roscado, marcado) en una sola pieza de trabajo cuando está posicionada con precisión, eliminando pasos de procesamiento secundarios.
- Control de calidad automatizado: Los sistemas de torreta CNC de gama alta incorporan mediciones en proceso que se ajustan dinámicamente a las variaciones de grosor del material, manteniendo las tolerancias dentro de 0,1 mm en todas las tiradas de producción.
- Reducción de los costes operativos: En comparación con una cortadora láser, el punzonado CNC requiere 60-70% menos consumo de energía (aproximadamente 7,5 kWh frente a los 25 kWh de los sistemas láser comparables) a la vez que consigue mayores índices de producción para componentes estándar, lo que ofrece ventajas tanto medioambientales como económicas.
- Manipulación de materiales mejorada: Los sistemas automatizados de carga y descarga de hojas aumentan el rendimiento en 40-50% al eliminar los tiempos de manipulación manual entre hojas
¿En qué se diferencia el punzonado CNC del corte por láser?
El punzonado CNC se diferencia del corte por láser en que utiliza fuerza mecánica en lugar de energía térmica, lo que ofrece capacidades únicas y ventajas económicas:
| Característica | Punzonado CNC | Corte por láser |
|---|---|---|
| Velocidad de producción | Más alto para formas estándar (hasta 1000 golpes/min) | Más alto para contornos complejos |
| Características | Sí (lamas, relieves) | No (requiere operaciones secundarias) |
| Gama de materiales | Limitado a materiales perforables | Gama más amplia de materiales |
| Costes de utillaje | Mayor inversión inicial en herramientas ($800-2500 por herramienta) | No requiere herramientas |
| Consumo de energía | Inferior (7,5-15 kWh) | Más alto (25-40 kWh) |
| Calidad de los bordes | Corte mecánico limpio con rebaba mínima | La zona afectada por el calor puede requerir un acabado |
La ventaja más significativa es la capacidad del punzonado para crear características conformadas que el corte por láser no puede producir físicamente sin operaciones secundarias. Un elemento formado típico requiere aproximadamente $1200-1800 en utillaje personalizado, pero puede ahorrar $3-5 por pieza en operaciones secundarias cuando los volúmenes de producción superan las 500 unidades.
¿Cuál es la rentabilidad del punzonado CNC?
El punzonado CNC ofrece una rentabilidad excepcional gracias a las altas velocidades de producción, el mínimo desperdicio y la reducción de las operaciones secundarias. El proceso resulta especialmente económico para el punzonado de metal en series de producción medianas y grandes, en las que los costes de preparación se distribuyen entre muchas piezas. La utilización del material mejora gracias al anidado optimizado, en el que los residuos se reducen al mínimo.
Para los componentes que requieren características conformadas, el punzonado CNC elimina las costosas operaciones secundarias al crear estos elementos durante el proceso de punzonado primario. La inversión inicial en utillaje suele oscilar entre $5.000 y 15.000, dependiendo de la complejidad, pero los costes por pieza disminuyen significativamente a medida que aumentan los volúmenes de producción, y el punto de equilibrio en comparación con el corte por láser suele producirse en torno a las 300-500 piezas.
¿Cuáles son las consideraciones de diseño para el punzonado CNC?
Al diseñar para el punzonado CNC, las claves diseño Entre las consideraciones a tener en cuenta se incluyen el tamaño mínimo de los orificios, su espaciado y la distancia entre los bordes:
- El tamaño mínimo de los orificios debe ser igual o superior al grosor del material
- La separación entre orificios debe ser al menos 1,5 veces el grosor del material
- La distancia entre cantos debe ser al menos 1,5 veces el grosor del material
La selección de herramientas influye tanto en las posibilidades de diseño como en la eficacia de la producción. Las herramientas estándar (redondas, cuadradas, rectangulares) ofrecen ventajas de coste, mientras que las formas como contornos especiales requieren herramientas a medida.
¿Qué son las técnicas de diseño avanzadas para el punzonado CNC?
Los diseñadores experimentados emplean varias técnicas avanzadas para maximizar la eficacia y la calidad de los componentes punzonados CNC, incluida la planificación de la distribución de los golpes, la alineación de la dirección del grano, la integración del grabado, la homogeneidad de las piezas y la optimización de Taptite:
- Planificación de la distribución de éxitos: Disposición de las secuencias de punzonado para minimizar la deformación del material mediante la distribución uniforme de las fuerzas en la pieza de trabajo.
- Alineación de la dirección del grano: Orientación de los elementos conformados críticos en paralelo al grano del material para evitar la formación de grietas y garantizar una deformación uniforme.
- Integración del grabado: Incorporación de números de pieza, instrucciones de montaje o marcas de identificación directamente durante el punzonado, eliminando procesos secundarios.
- Piezas comunes: Diseño de múltiples componentes con características compartidas para reducir los cambios de herramientas y el tiempo de configuración.
- Optimización de Taptite: Diseño de pasos de rosca con el tamaño de orificio óptimo (normalmente 95% del diámetro del paso de rosca) para garantizar una formación de rosca adecuada.
¿Qué errores de diseño hay que evitar?
Entre los errores de diseño más comunes en el punzonado CNC se incluyen el diseño de orificios más pequeños que el grosor del material, la colocación de orificios demasiado juntos, etc. Estos son los errores comunes que hay que evitar:
- Especificar orificios más pequeños que el grosor del material provoca un desgaste excesivo de la herramienta y fallos prematuros.
- Colocar los agujeros demasiado juntos crea debilidad estructural y posibles desgarros
- Ignorar la deformación del material durante el punzonado provoca imprecisiones dimensionales
- Si no se tiene en cuenta la dirección del grano en materiales como el aluminio, la deformación es imprevisible.
- Diseñar elementos demasiado cerca de las curvas provoca distorsiones durante las operaciones de conformado posteriores.
El proceso de punzonado crea una ligera protuberancia alrededor de los orificios debido al desplazamiento del material, que debe tenerse en cuenta en las aplicaciones de precisión. Para dimensiones críticas, una regla general es añadir una tolerancia de ±0,1 mm por cada 1 mm de grosor del material.
¿Qué sectores se benefician más del punzonado CNC?
Las industrias que más se benefician del punzonado CNC son la electrónica, la automoción, la aeroespacial, la construcción y la climatización:
- Electrónica: Creación de patrones de ventilación y características de montaje en armarios, bastidores de servidores y paneles de control.
- Automoción: Producción de elementos estructurales, soportes y montajes de componentes interiores con características formadas con precisión.
- Aeroespacial: Fabricación de componentes ligeros y perforados que cumplen estrictos requisitos de peso y tolerancia.
- Construcción: Fabricación de soportes estructurales, elementos de fachada y elementos arquitectónicos decorativos
- HVAC: Creación de rejillas de ventilación, marcos de filtros y componentes de distribución de aire que requieren tanto perforación como conformado.
Estas industrias aprovechan la capacidad del punzonado CNC para crear características precisas y repetibles en una amplia gama de materiales. Según la revista Metal Forming Magazine, el punzonado es especialmente valioso para aplicaciones que requieren acuñar, grabar en relieve y conformar en una sola operación.
Según Revista Metal Forming, El punzonado es ideal para acuñar, estampar en relieve y mucho más, pero es importante tener en cuenta el afilado de la herramienta.
¿Cómo ha evolucionado la tecnología de punzonado CNC?
El punzonado CNC ha evolucionado desde los sistemas básicos de control numérico de los años 60 hasta las avanzadas máquinas actuales con automatización integrada. Los sistemas modernos cuentan con interfaces gráficas, manipulación automatizada de materiales y sistemas de control adaptables que optimizan las operaciones en tiempo real.
¿Cuáles son los principales avances tecnológicos en el punzonado CNC?
Los principales avances tecnológicos incluyen sistemas de accionamiento servoeléctrico, lubricación automática de herramientas, etc:
- Sistemas de accionamiento servoeléctricos: Sustitución del sistema hidráulico para una mayor precisión y eficiencia energética (reducción del consumo de energía en 30-50%)
- Control de calidad durante el proceso: Los sensores internos detectan el desgaste de la herramienta y las desviaciones del material para evitar defectos
- Lubricación automática de herramientas: Prolongación de la vida útil de la herramienta mediante la aplicación de cantidades precisas de lubricante a intervalos óptimos.
- Estaciones de indexación multiherramienta: Permite que las herramientas giren en diferentes ángulos sin necesidad de ajuste manual
- Identificación inteligente de herramientas: Herramientas equipadas con RFID que comunican las especificaciones a la máquina.
La integración del punzonado con otros procesos representa otra evolución importante. Las máquinas combinadas de punzonado-láser, como la serie TruMatic de Trumpf, aprovechan los puntos fuertes de ambas tecnologías, mientras que fabricantes como Amada ofrecen ahora integración con capacidades de fresado CNC para una flexibilidad de fabricación completa.
¿Cómo se automatizan las operaciones de punzonado CNC?
Las operaciones modernas de punzonado CNC están cada vez más automatizadas gracias a la manipulación robótica de materiales, los algoritmos de aprendizaje automático, la conectividad IoT y la tecnología digital twin:
- Manipulación robotizada de materiales: Sistemas automatizados de carga y descarga que funcionan de forma continua sin intervención del operario.
- Algoritmos de aprendizaje automático: Software que optimiza el anidado y las trayectorias de las herramientas basándose en datos históricos de rendimiento.
- Conectividad IoT: Máquinas conectadas a redes de producción que supervisan los parámetros de rendimiento y programan el mantenimiento.
- Tecnología Digital Twin: Réplicas virtuales de máquinas físicas que simulan operaciones antes de la producción real.
¿Qué hace que los servicios de punzonado CNC de Yijin Hardware destaquen?

Los servicios de punzonado CNC de Yijin Hardware destacan por nuestra avanzada maquinaria CNC, nuestras amplias capacidades y nuestro cualificado equipo de ingeniería. Nuestra empresa de fabricación cuenta con sistemas de punzonado de torreta y de carril lineal con capacidades que van desde 0,5 mm a 6 mm de grosor de material.
Nuestra experiencia en ingeniería nos permite optimizar diseños en los que los residuos se reducen al mínimo, con lo que se reducen los costes de producción. Colaboramos estrechamente con los clientes para perfeccionar los diseños y garantizar la fabricabilidad para sus necesidades de fabricación.
Yijin Hardware | ¿Es el punzonado CNC adecuado para su proyecto?
El punzonado CNC es adecuado para proyectos que requieren una producción de gran volumen de componentes de chapa metálica, especialmente aquellos con características formadas o patrones de perforación. Este proceso ofrece importantes ventajas económicas para series de producción medianas y grandes gracias a su combinación de velocidad, precisión y eficiencia de materiales.
La decisión entre punzonado CNC y métodos de fabricación alternativos debe tener en cuenta el volumen de producción, el tipo de material, la complejidad del diseño y las características requeridas. El punzonado suele ser la solución más económica cuando las cantidades de producción justifican las inversiones iniciales en configuración y utillaje.
En Yijin Hardware, nuestro equipo de ingeniería ofrece asesoramiento integral para determinar el enfoque de fabricación óptimo para cada proyecto. Le invitamos a discuta su próximo proyecto con nosotros para una evaluación detallada de sus requisitos específicos y una solución de fabricación personalizada que aproveche toda nuestra gama de capacidades CNC.
Preguntas frecuentes sobre ¿Qué es el punzonado CNC?
¿Cuál es la diferencia entre punzonado y estampado CNC?
El punzonado CNC se diferencia del estampado en que crea elementos individuales de uno en uno mediante control informático, mientras que el estampado produce piezas completas de una sola vez utilizando utillaje específico. El punzonado CNC ofrece flexibilidad programable para diseños variados y tiradas pequeñas, mientras que el estampado destaca en la producción de grandes volúmenes de piezas idénticas.
El punzonado CNC utiliza herramientas modulares y reutilizables que pueden combinarse para diferentes diseños, mientras que el estampado requiere matrices personalizadas específicas para cada diseño de pieza. La economía de producción suele favorecer el punzonado CNC para volúmenes bajos o medios y el estampado para volúmenes muy altos (normalmente, más de 10.000 piezas idénticas).
¿Cuál es la precisión del punzonado CNC?
El punzonado CNC alcanza una precisión posicional de ±0,1 mm y tolerancias dimensionales de ±0,2 mm. Las punzonadoras CNC modernas incorporan husillos de bolas de precisión, guías lineales y sistemas de control avanzados para mantener esta precisión en todas las tiradas de producción. Entre los factores que afectan a la precisión se incluyen las variaciones de grosor del material, el desgaste de la herramienta y la dilatación térmica.
La redondez de los orificios no suele superar los 0,2 mm en las aplicaciones estándar. La calidad del filo depende del afilado de la herramienta y de las propiedades del material; las herramientas bien mantenidas producen cortes limpios con un mínimo de rebabas en el perímetro. El mantenimiento regular de la herramienta es esencial, y las aplicaciones de alta precisión requieren el afilado de la herramienta después de aproximadamente 20.000-50.000 golpes, dependiendo de la dureza del material.
¿Puede el punzonado CNC crear formas personalizadas?
El punzonado CNC puede crear una amplia gama de formas personalizadas mediante herramientas especializadas y técnicas de mordentado. Las herramientas de punzonado personalizadas producen perfiles complejos con un solo golpe de punzón, mientras que el mordentado crea formas mediante múltiples punzones superpuestos a lo largo de una trayectoria programada.
Para proyectos únicos o de bajo volumen, el mordentado ofrece ventajas de coste al eliminar los gastos en herramientas a medida (que suelen oscilar entre $800-2.500 por herramienta especializada). Para volúmenes mayores, las herramientas especiales mejoran la eficacia y la calidad de los cantos, y el coste se amortiza a lo largo de toda la producción.
¿Cuál es el espesor máximo de material para el punzonado CNC?
El grosor máximo de material para el punzonado CNC suele oscilar entre 6 mm y 8 mm, dependiendo del tipo de material y de las capacidades de la máquina. Por lo general, el acero dulce puede punzonarse hasta 6 mm de grosor, mientras que los materiales más duros, como el acero inoxidable, suelen tener grosores máximos inferiores, normalmente de unos 4 mm.
La capacidad de espesor del material está directamente relacionada con la fuerza de punzonado disponible de la máquina, calculada mediante la fórmula: Fuerza (toneladas) = Resistencia última a la tracción del material × Espesor del material × Perímetro de corte × 0,7. Las máquinas de mayor tonelaje pueden punzonar materiales más gruesos, pero la vida útil de la herramienta y la calidad del filo son cada vez más importantes a medida que aumenta el espesor.
¿Cómo gestiona el control de calidad el punzonado CNC?
El punzonado CNC incorpora múltiples mecanismos de control de calidad. Las máquinas avanzadas controlan la retroalimentación de fuerza para detectar inconsistencias de material. La medición detallada de la primera pieza producida verifica la precisión del programa. El muestreo regular a lo largo de la producción garantiza una calidad constante. La comprobación periódica del estado de los punzones mediante el examen de las rebabas ayuda a mantener la calidad. La inspección mediante equipos de medición de precisión confirma que las tolerancias se mantienen durante toda la producción.
Volver arriba: ¿Qué es el punzonado CNC? Una guía completa
Experto en mecanizado CNC




