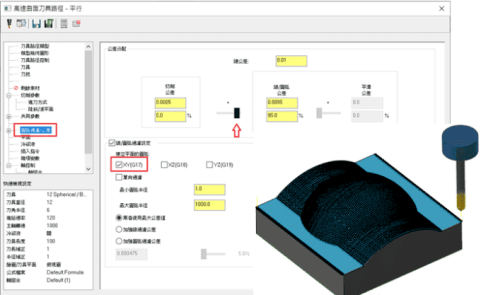
Cuando se utiliza el procesamiento en paralelo, la trayectoria de la herramienta 3d en el filtro circular / opción de tolerancia, no se comprueban utilizando el filtro de línea / arco Configuración de la función de opción, y tire de la línea / arco tolerancia aumenta a 95% del filtro, pero cuando la salida analógica lineal y el programa de procesamiento sin G02 / G03 trayectoria de mecanizado de arco, la salida en G01 ejecutar el programa de procesamiento de manera. ¿Por qué?
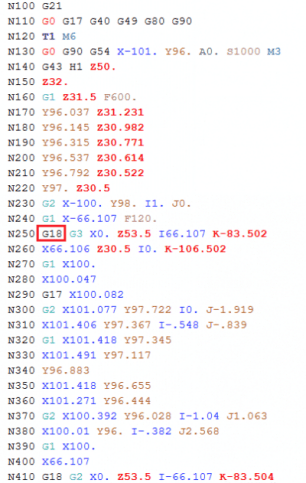
El código NC de salida de esta ruta de procesamiento se muestra a continuación: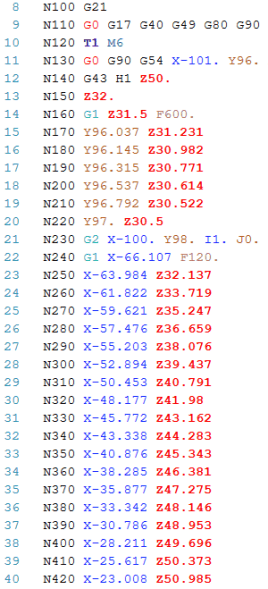
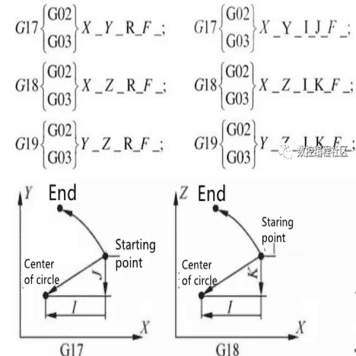
Utilizando el juicio de G02 y G03, el siguiente diagrama se puede utilizar para entender la dirección axial y cómo seleccionar para la aplicación de salida cuando se utiliza la interpolación de arco. Normalmente, en los modos G2 y G3, el sistema toma dos ejes como cálculo y salida de la trayectoria de la herramienta. El formato de salida es ligeramente diferente excepto para trayectorias de herramienta como fresas espirales inferiores, fresado de roscas o ranuras de aceite.
Por lo tanto, ¿por qué la trayectoria de la herramienta no puede emitir la trayectoria de mecanizado de arco de G02 y G03? El método de ajuste para resolver este problema es cambiar el modo de opción de XY(G17) al modo de opción de XZ(G18). Si programa la trayectoria de la herramienta al eje de mecanizado para cambiar, también debe cambiar a otro modo de plano.
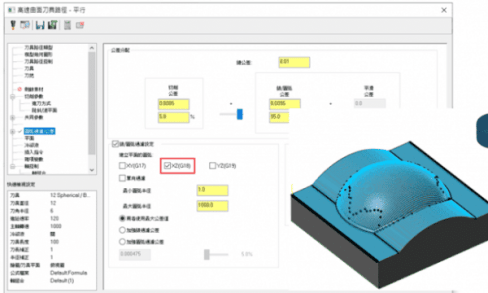
De la simulación lineal mostrada en la figura anterior, se puede ver que el filtro de arco axial con XZ(G18) se comprueba, y se reducen muchos puntos. El código NC de salida de esta ruta de procesamiento se muestra como sigue: