

Nombre del producto: Eje guía
Se utiliza en máquinas
Material: acero inoxidable 316L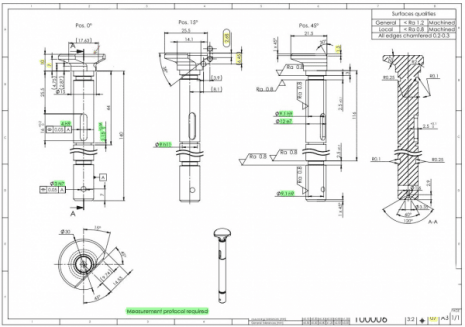 316L es una marca de material de acero inoxidable, AISI316L corresponde a la marca de Estados Unidos, y SUS 316L corresponde a la marca japonesa.
316L es una marca de material de acero inoxidable, AISI316L corresponde a la marca de Estados Unidos, y SUS 316L corresponde a la marca japonesa.
Componente químico
C: ≤0.030, Si: ≤1.00, Mn: ≤2.00, S: ≤0.030, P: ≤0.045
Cr: 16.00~18.00, Ni: 10.00~14.00, Mo: 2.00~3.00
Resistencia a la corrosión:
La principal aplicación son las propiedades químicas del 316L, por lo que las fábricas de acero tienen unos requisitos de inspección superficial ligeramente inferiores para el 316L en comparación con el 304. Si los clientes tienen requisitos elevados, debe reforzarse la inspección de la superficie.
Propiedades mecánicas:
Resistencia a la tracción σb (MPa):≥480
Límite elástico σ0,2 (MPa):≥177
Elongación δ5 (%):≥40
Porcentaje de reducción de la superficie ψ (%):≥60
Dureza: ≤187HB;≤90HRB;≤200HV
Densidad: 7,98 g/cm3
Relación de calor específico:(20℃0,502J/(g*K)
Técnica de tratamiento
Cantidad de herramientas:8 herramientas
Tipo de herramienta:
∅1,6 broca de entrada, herramienta de torneado redondo a 45°, fresa de ranurar de 2 mm, fresa de ranurar de 1 mm, ∅2,8 broca, ∅2,98 escariadores, ∅3 fresa de tope, ∅10 fresa de tope.
Según el análisis del dibujo de las piezas, la dificultad de esta pieza radica en la parte del cuerpo giratorio y la parte de la superficie característica y la ranura de chaveta 16×4×2,5. Es necesario completar el mecanizado de estas piezas en el mismo utillaje para garantizar la precisión de las piezas, por lo que se decidió que las piezas se utilizaran en centro de mecanizado compuesto de torneado y fresado para completar el procesamiento de esta pieza. Hacer uso de tamaño de centro ∅1,6-60° a mecanizado de cola para asegurar que las piezas tienen suficiente rigidez.
Herramienta de torneado redondo de 45° y broca central de ∅1,6 para procesar orificio central de ∅1,6-60°.
La longitud de la pieza en bruto se extiende hasta 180 mm para que la ∅30-parte característica, asegurando que hay suficiente distancia de seguridad entre el husillo y la pinza para evitar daños a las piezas y equipos causados por colisiones durante el procesamiento.
Utilice una herramienta de torneado redondo de 45° desbaste y acabado de mecanizado excircle de ∅30,∅15, y ∅12e7.
Utilice 1mm y 2mm ranurado cortadores para procesar ranuras que el tamaño ∅9.1h9*2.5 y ∅9h11*1.15

Utilice ∅2,8 broca y ∅2,98 escariadores desbaste mecanizado y acabado ∅el agujero 3N7. Utilice ∅3 fresa a tope mecanizado ranura clave 16×4×2,5, a continuación, utilizar ∅3 y ∅10 fresa a tope para promover el mecanizado de espesor 25,5 mm,21,5 mm, y R2 características de la posición. A continuación, cortar la longitud total de las piezas con un cortador de ranurado de 2 mm y dejar un margen de 0,5 mm, por último, girando la longitud total de procesamiento a 150 mm.
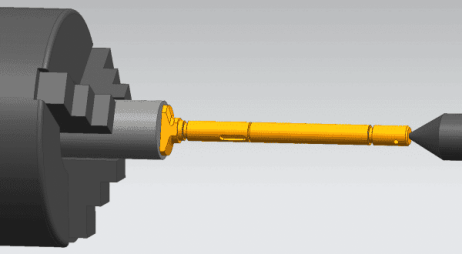
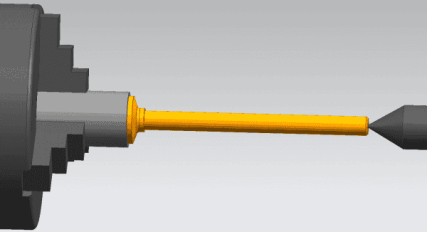
Consulte las piezas acabadas a continuación:

Se recomiendan más estudios de casos: Mecanizado CNC Piezas




