
Join 3000+ companies who work with Yijin Solution






Standard Production Molding
30 to 1,800 ton presses handle shot weights from 1 g to 8 kg. Scientific molding methodology holds process windows within 1% across the production run. Cycle times from 15 to 60 seconds. Ideal for programs of 5,000 units and above.
Prototype and Low-Volume Molding
Aluminum and soft-steel molds deliver first parts in 25 to 35 days. Designed for 500 to 10,000-unit validation runs where Class 101 tooling is not yet justified. Same presses as production, so process data transfers directly when you scale.
Surmoulage
Two-stage molding that bonds a soft elastomer over a rigid substrate (TPE over ABS, LSR over PC, or TPU over PA). Used for soft-grip handles, sealed enclosures, and vibration-damping components. Adhesion verified by peel testing and lap shear.
Moulage par insertion
Metal threaded inserts, brass terminals, and prefabricated components placed in the mold before injection. Produces hybrid metal-plastic parts in one cycle with no secondary assembly. Pull-out strength and torque tested against drawing specifications.
Multi-Shot (2K and 3K) Molding
Sequential injection of two or three different resins in one machine cycle. Common applications include dual-color enclosures, soft-touch grips, and parts with rigid structure plus flexible sealing lips. Eliminates assembly and glue lines.

Mold Design and Tooling
In-house mold shop designs and builds dies from H13, P20, and aluminum. Tool classes from SPI Class 105 prototype aluminum (500 cycles) up to Class 101 hardened steel (1,000,000+ cycles). Hot runner, cold runner, and three-plate configurations available.


SPI-A1 Mirror Gloss

SPI-A3 High Gloss

SPI-B2 Semi-Gloss

SPI-C2 Matte

SPI-D2 Textured

In-Mold Decoration and Secondary Printing
Étude de cas
Yijin Solution’s precision machining capabilities solved our bottleneck of the past six months. The tolerance stability of ±0.001 mm and a delivery cycle of 2.4 weeks increased our etching equipment capacity by 30%, and the consistency of the DLC coating directly extended the electrode’s lifespan.

⚑ Challenge
Vextron needed 7075-T6 aluminum Precision Electrode Holders with ±0.001 mm tolerance and a uniform DLC coating for plasma etching equipment. Previous suppliers capped out at ±0.003 mm, with 8% defect rates, inconsistent coating thickness, and 12-week lead times stalling the assembly line.
✓ Solution
Yijin deployed a four-stage protocol pairing DMG MORI five-axis machining with PCD micro-cutting, a custom vacuum-and-pin fixture, and a roughing, aging, finishing stress-relief cycle. A proprietary DLC coating process held film deviation within ±0.2 μm while Zeiss CMM inspection verified every batch.
Yijin’s ±0.003 mm precision control and low-temperature stress relief technology completely resolved our challenges. Nearly 800 delivered parts have a 100% inspection pass rate and show zero deformation in the simulated space environment of -180 °C to +150 °C.

⚑ Challenge
Thales Alenia Space needed aerospace sheet metal parts held to ±0.005 mm to survive vacuum, extreme temperatures, and radiation. Previous suppliers stalled at ±0.01 mm with yields below 85%, driving rework, deformation failures, and 30% schedule overruns.
✓ Solution
Yijin deployed five-axis machining, viscous soft mold forming for titanium, and liquid nitrogen stress relief, backed by AS9100D quality control and AI-optimized parameters. The system stabilized ±0.003 mm tolerances across titanium and 7075 aluminum components.
Working with Yijin Solution on the CNC machining of these robot parts exceeded our expectations. They achieved tight dimensional tolerances and delivered 20% faster than we anticipated, significantly improving the assembly compatibility of our robot products.

⚑ Challenge
Figure AI needed micron-level precision and batch consistency for core robot joint components. Previous suppliers couldn’t hold tolerances, leaving scrap rates above 20% and delaying production.
✓ Solution
Yijin Solution deployed five-axis CNC machining on 7075-T651 aluminum with SPC-monitored quality control, holding ±0.005 mm tolerances across mass production in a Class 10,000 cleanroom.
Yijin Solution’s precision machining capabilities solved our bottleneck of the past six months. The tolerance stability of ±0.001 mm and a delivery cycle of 2.4 weeks increased our etching equipment capacity by 30%, and the consistency of the DLC coating directly extended the electrode’s lifespan.
⚑ Challenge
Vextron needed 7075-T6 aluminum Precision Electrode Holders with ±0.001 mm tolerance and a uniform DLC coating for plasma etching equipment. Previous suppliers capped out at ±0.003 mm, with 8% defect rates, inconsistent coating thickness, and 12-week lead times stalling the assembly line.
✓ Solution
Yijin deployed a four-stage protocol pairing DMG MORI five-axis machining with PCD micro-cutting, a custom vacuum-and-pin fixture, and a roughing, aging, finishing stress-relief cycle. A proprietary DLC coating process held film deviation within ±0.2 μm while Zeiss CMM inspection verified every batch.
Yijin’s ±0.003 mm precision control and low-temperature stress relief technology completely resolved our challenges. Nearly 800 delivered parts have a 100% inspection pass rate and show zero deformation in the simulated space environment of -180 °C to +150 °C.
⚑ Challenge
Thales Alenia Space needed aerospace sheet metal parts held to ±0.005 mm to survive vacuum, extreme temperatures, and radiation. Previous suppliers stalled at ±0.01 mm with yields below 85%, driving rework, deformation failures, and 30% schedule overruns.
✓ Solution
Yijin deployed five-axis machining, viscous soft mold forming for titanium, and liquid nitrogen stress relief, backed by AS9100D quality control and AI-optimized parameters. The system stabilized ±0.003 mm tolerances across titanium and 7075 aluminum components.
Working with Yijin Solution on the CNC machining of these robot parts exceeded our expectations. They achieved tight dimensional tolerances and delivered 20% faster than we anticipated, significantly improving the assembly compatibility of our robot products.
⚑ Challenge
Figure AI needed micron-level precision and batch consistency for core robot joint components. Previous suppliers couldn’t hold tolerances, leaving scrap rates above 20% and delaying production.
✓ Solution
Yijin Solution deployed five-axis CNC machining on 7075-T651 aluminum with SPC-monitored quality control, holding ±0.005 mm tolerances across mass production in a Class 10,000 cleanroom.

Obtenir un devis
Upload your STEP, STL, or IGES file plus target volume, resin preference, and any finish requirements. Receive a tooling and unit-price quote within 24 hours.
Production
Our mold shop designs the tool, runs mold-flow simulation, and cuts steel. T1 samples are inspected before the mold releases for production.
Contrôle de la qualité
Every batch is checked against your drawing through CMM inspection, optical measurement, and functional testing where specified. Scientific molding data is archived per cycle for traceability.

Livraison
Parts ship with dimensional inspection reports, material certificates, and where applicable, mold-flow and process documentation. Express air freight is available for T1 samples and time-sensitive launch quantities.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}













CMM, optical comparators, and functional testers verify every critical batch. Parts hold ±0.1 mm as standard with tighter classes available through scientific molding. First Article Inspection and PPAP Level 3 documentation are standard on all production orders.
Tooling in 15 to 45 days depending on SPI class, T1 samples within 3 to 7 days of tool completion, and production shipments in 2 to 4 weeks. Mold shop, molding, and finishing all operate under one roof without supplier handoffs.
Prototype runs of 500 parts on aluminum tooling and production programs of 1,000,000+ units on Class 101 steel molds go through the same presses and the same inspection standards. Volume does not change quality gates.
Your T1 samples and production parts come off the same press with the same process data. Scientific molding parameters transfer directly from pilot to volume, which eliminates re-qualification when you scale.

100+ resin grades in stock: commodity ABS, PP, and PE; engineering PC, PA, and POM; high-performance PEEK, PEI, and PPS; and elastomers TPE, TPU, and LSR. Every lot ships with material certificates and batch traceability.
Direct factory tooling without broker margins. Our mold shop runs mold-flow simulation and DFM reviews before any steel is cut, which catches cavity-balance and gate-location issues that would otherwise drive tooling rework cost.

Types de filetages mécaniques
Threads are basically helical ridges that get machined onto cylindrical or conical surfaces. They’re pretty ingenious – they convert rotational
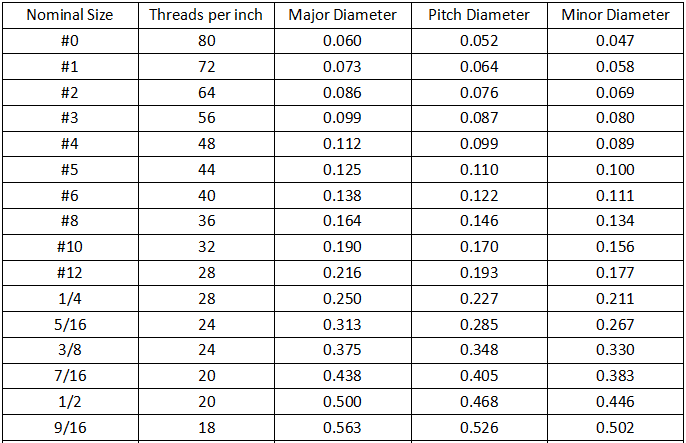
Guide complet du tableau des tailles de filets : Comprendre toutes les normes et applications
Threaded components have accurate specifications for assembly integrity and performance. We have put together this thread size chart to help

Types de rivets et leurs applications
Rivets are permanent mechanical fasteners used to join materials. Common types include solid, blind, tubular, split, shoulder, drive, self-piercing, and