Les fabricants disposent de deux techniques très puissantes pour combiner différents matériaux en une seule pièce : le surmoulage et le moulage par insertion. Ces deux approches permettent d'éliminer les étapes d'assemblage tout en rendant les pièces plus performantes. Mais voilà, si vous concevez des produits, vous devez absolument comprendre les différences entre ces procédés pour choisir le bon. Nous constatons une grande confusion entre les options de moulage par injection d'inserts et de surmoulage, alors qu'elles répondent à des besoins totalement différents dans le monde actuel de la fabrication des matières plastiques.
Principaux enseignements
- Le surmoulage implique plusieurs étapes d'injection pour lier différents matériaux ensemble, tandis que le moulage par insertion prend des composants prépositionnés et projette du plastique autour d'eux en une seule fois
- Les pièces moulées par insertion sont idéales pour combiner le métal et le plastique ; les pièces surmoulées associent généralement différents types de polymères.
- La qualité de l'adhérence des matériaux entre eux détermine tout ce qui a trait à la solidité et aux performances de l'adhérence - cela est important pour les deux processus.
- Ces composants métalliques de précision qui améliorent le fonctionnement des produits ? Ils sont créés par Usinage CNC
- Des caractéristiques de conception intelligentes, telles que les verrouillages mécaniques, font une énorme différence dans la manière dont les éléments s'assemblent.
Comment fonctionne le surmoulage ?
Le surmoulage est un processus en deux étapes au cours duquel différents matériaux sont assemblés par injection séquentielle. Tout d'abord, vous créez ce substrat rigide - généralement une sorte de thermoplastique - dans le cycle initial. Ensuite, un matériau plus souple (généralement un élastomère thermoplastique) est injecté sur des zones spécifiques de la première pièce. En fonction des matériaux choisis, on obtient soit une liaison chimique où les molécules se lient réellement entre elles, soit une liaison mécanique où la conception maintient le tout en place.
Étapes du processus
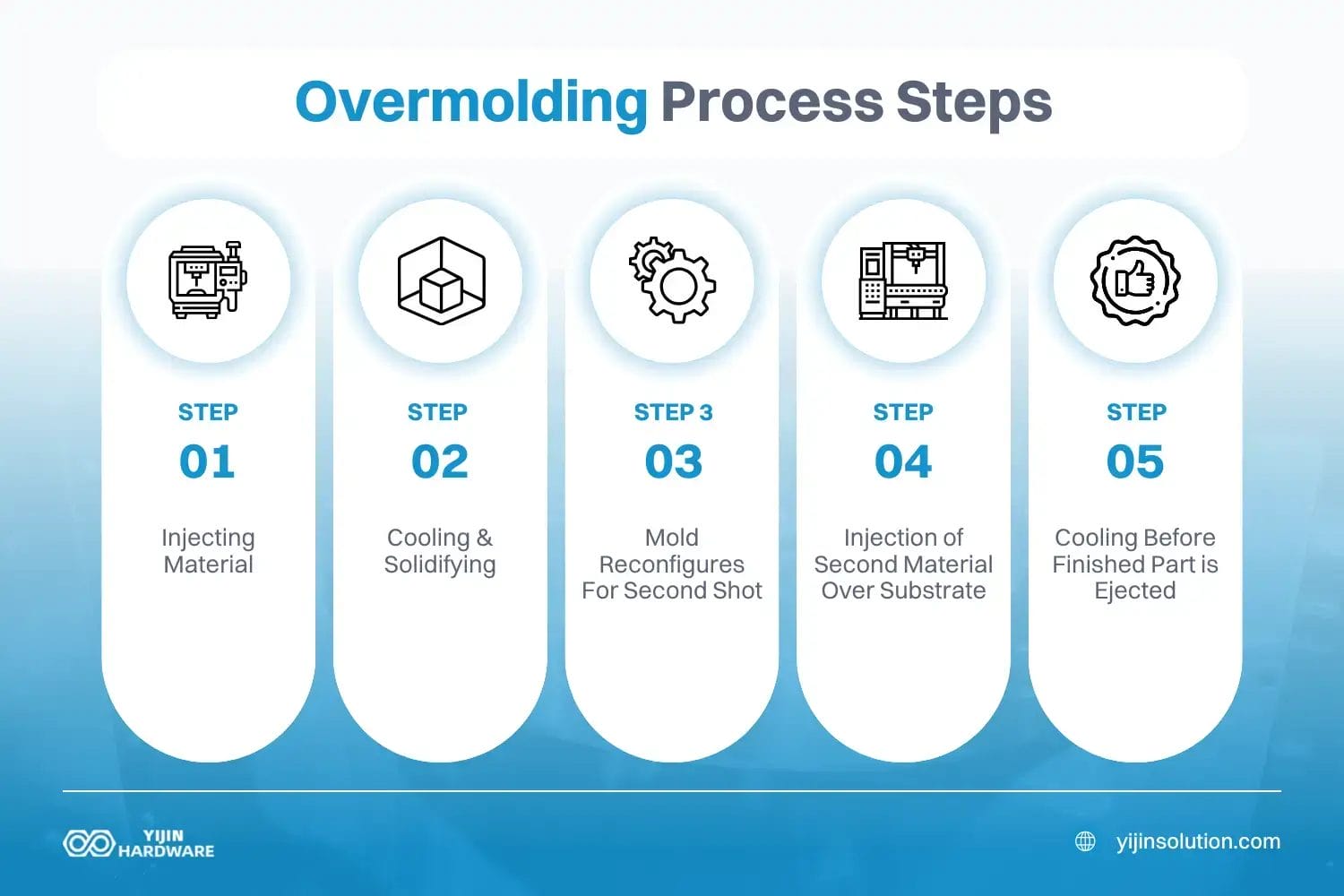
- Vous commencez par injecter ce premier matériau pour former votre substrat
- Cette première partie doit refroidir et se solidifier correctement
- Ensuite, le moule se reconfigure (ou est échangé) pour la deuxième prise de vue
- Vient ensuite l'injection de ce deuxième matériau directement sur le substrat
- Le tout refroidit une dernière fois avant que la pièce finie ne soit éjectée
Exigences en matière d'équipement
Pour les volumes de production importants, les fabricants utilisent ce que l'on appelle un équipement de moulage à deux tirs. Ces machines sont dotées de plusieurs cylindres qui peuvent traiter différents matériaux en même temps. Ce qui est vraiment astucieux, c'est la façon dont le substrat reste en place dans l'outil après la première injection. Ensuite, la conception du moule se transforme pour créer de nouvelles cavités dans lesquelles le second matériau est injecté. Il s'agit d'un procédé assez sophistiqué par rapport au moulage par injection classique.
La partie la plus délicate, que la plupart des gens ne réalisent pas, est le bon timing entre les prises de vue - trop tôt et vous aurez des problèmes d'adhérence, trop tard et vous perdrez du temps de production.
Qu'est-ce que le moulage par insertion ?
Le moulage par insertion adopte une approche totalement différente. Vous commencez par placer des composants préfabriqués - généralement des pièces métalliques telles que des attaches filetées ou des goupilles - directement à l'intérieur de la cavité du moule avant que le plastique n'apparaisse. Une fois que tout est bien positionné, le plastique en fusion est injecté autour de ces inserts. En se refroidissant, le plastique crée une liaison permanente qui maintient l'insert en place pour toujours. Il s'agit d'un processus unique, contrairement aux multiples étapes du surmoulage.
Types d'inserts et préparation
| Matériau de l'insert | Applications courantes | Préparation de la surface |
|---|---|---|
| Laiton | Inserts filetés, bagues | Moletage, sablage |
| Acier | Composants structurels, pales | Sous-coupe, texture |
| Aluminium | Applications légères | Anodisation, gravure |
| Céramique | Isolants électriques | Rugosité, adhésifs |
La façon dont vous placez ces inserts dépend de votre volume de production et de la précision dont vous avez besoin. Pour les petites séries, les opérateurs peuvent placer les inserts à la main. Mais pour une production plus importante, les systèmes robotisés gèrent le placement avec un contrôle de tolérance extrêmement serré. Le moule lui-même possède des caractéristiques spéciales qui empêchent l'insert de bouger lorsque le plastique à haute pression est injecté - tout déplacement pendant l'injection détruirait la qualité de la pièce.
Ce que la plupart des gens ne réalisent pas, c'est l'importance de la préparation de la surface. Ces traitements ne sont pas uniquement destinés à l'apparence : ils empêchent votre plaquette de tourner ou de s'arracher lorsque la pièce finie est utilisée. La différence entre une plaquette correctement préparée et une plaquette mal préparée peut ne pas apparaître jusqu'à ce que le produit d'un client soit défectueux sur le terrain.
Principales différences entre le surmoulage et le moulage par insertion
Lorsque vous comparez le moulage par insertion et le surmoulage, vous constatez des différences assez importantes dans le fonctionnement de ces procédés de fabrication. En voici la répartition :
| Aspect du processus | Surmoulage | Moulage par insertion |
|---|---|---|
| Processus de prise de vue | Tir multiple (2+) | Coup unique |
| Matériaux typiques | Plastique à plastique/TPE | Métal et plastique |
| Mécanisme de liaison | Chimique/mécanique | Principalement mécanique |
| Durée du cycle | Plus long | Plus court |
| Complexité de l'outillage | Plus élevé (cavités multiples) | Modéré (insérer la rétention) |
La principale différence réside dans le point de départ. Dans le processus de moulage par injection pour le surmoulage, vous commencez généralement par une pièce en plastique et vous ajoutez un autre matériau par-dessus. Dans le cas du moulage par insertion, on part de quelque chose de complètement différent - généralement un composant métallique qui doit être enveloppé de plastique.
Les produits finis sont également très différents. Une pièce surmoulée présente généralement une prise en main douce ou une interface spécialisée où deux matériaux se rencontrent. Pensez à ces tournevis avec des poignées en caoutchouc - un surmoulage classique. La pièce en plastique sert de structure de base tandis que le surmoulage apporte la fonctionnalité ou le confort.
Le surmoulage est principalement utilisé pour la fabrication de voitures, de produits électroniques, de produits de consommation courante et d'outils médicaux. Business Wire.
Temps et complexité
Le temps et la complexité sont également des facteurs importants. Le surmoulage prend généralement plus de temps, car le cycle de moulage est essentiellement exécuté deux fois. L'outillage se complique car il faut des cavités différentes pour chaque injection. Le moulage par insertion peut être plus rapide puisqu'il s'agit d'une seule opération, mais il faut au préalable placer les inserts avec précision.
Sélection et compatibilité des matériaux
La compatibilité des matériaux fait ou défait ces deux processus - c'est aussi simple que cela. Lorsque vous travaillez avec différents thermoplastiques, ceux-ci doivent avoir des propriétés compatibles pour former les liens solides que vous recherchez. Le moulage par insertion est particulièrement efficace lorsqu'il s'agit de combiner des matériaux complètement différents, comme des attaches métalliques intégrées dans des boîtiers en plastique.
Principales propriétés des matériaux
- Température de transition vitreuse: Cela détermine la rigidité de votre composant et la chaleur qu'il peut supporter.
- Débit de matière fondue: La qualité de l'écoulement du matériau autour des inserts ou sur les substrats.
- Compatibilité chimique: C'est ce qui détermine si les matériaux se lient effectivement au niveau moléculaire.
- Dilatation thermique: Facteur important de la stabilité dimensionnelle - des taux d'expansion inadaptés entraînent toutes sortes de problèmes.
Matrice de compatibilité
| Matériau de base | Matériaux de surmoulage compatibles |
|---|---|
| ABS | PC, TPE, TPU, PP |
| Polycarbonate | ABS, TPU, certains TPE |
| Nylon | TPE, TPU, autres nylons |
| Polypropylène | TPE, TPO, autres PP |
| PBT | TPE, TPU, PET |
Pour le moulage d'inserts, la façon dont vous préparez la surface fait une énorme différence dans la force d'adhérence. Ces inserts ont besoin d'une préparation adéquate - moletage, contre-dépouille, sablage - pour créer un emboîtement mécanique. Des caractéristiques de conception intelligentes, telles que des brides ou des textures, améliorent considérablement l'adhérence du plastique ou du caoutchouc injecté à l'insert.
La partie la plus délicate qui échappe à la plupart des gens est l'anticipation de l'interaction des matériaux au fil du temps. Ce qui semble être une liaison parfaite pendant la production peut s'affaiblir après quelques cycles thermiques ou une exposition à certains produits chimiques sur le terrain.
Usinage CNC avancé pour les composants sur mesure
Chez Yijin Hardware, nous avons porté le moulage d'inserts à un autre niveau en l'associant à notre usinage CNC de précision pour des composants métalliques personnalisés. Il y a une grande différence entre l'utilisation d'inserts disponibles sur le marché et la création d'inserts personnalisés répondant exactement à vos besoins. Nos inserts usinés CNC vous offrent des avantages que vous ne trouverez nulle part ailleurs :
Avantages techniques
- Des tolérances extrêmement précises - nous parlons ici d'un ajustement parfait à chaque fois.
- Nous pouvons créer des géométries complexes qui seraient impossibles à réaliser avec des pièces standard.
- Textures de surface personnalisées qui renforcent l'adhérence
- Caractéristiques conçues spécifiquement pour différents matériaux
- Nous pouvons vous faire passer du prototype à la production plus rapidement que la plupart des autres entreprises.
Notre technologie permet de produire des inserts avec toutes ces contre-dépouilles et des caractéristiques complexes qui maximisent la liaison mécanique. Cela signifie pour vous la possibilité de créer des produits innovants qu'il ne serait honnêtement pas possible de fabriquer autrement.
Considérations sur la conception pour une fabrication réussie
Obtenir le conception Le droit à la fabricabilité n'est pas qu'une question d'apparence : il faut des caractéristiques spécifiques qui améliorent la façon dont tous les éléments s'assemblent tout en évitant les défauts. L'ensemble du processus de conception doit tenir compte de la manière dont les différents matériaux interagissent à la fois pendant la production et lorsque le produit est réellement utilisé.
Éléments critiques de la conception
- Angles de dépouille: Il faut des angles minimums pour que le substrat puisse réellement être éjecté du moule.
- Transitions d'épaisseur de paroi: Elles doivent être progressives afin d'éviter les concentrations de contraintes.
- Emplacement des portes: L'endroit où vous les placez fait une énorme différence dans la prévention des défauts.
- Verrous mécaniques: Ces caractéristiques améliorent considérablement la force d'adhérence
- Mise à l'air libre: En l'absence d'une ventilation adéquate, l'air est emprisonné et les marques de brûlures sont très visibles.
Pièges courants de la conception
- Des angles d'attaque pas assez prononcés
- Utilisation de matériaux dont les taux de retrait sont incompatibles
- Pas assez de dispositifs de maintien de l'insert
- Placer les barrières aux mauvais endroits
- Créer des transitions d'épaisseur abruptes qui provoquent des points de tension
La flexibilité offerte par ces procédés est tout à fait étonnante. Le surmoulage est parfait pour les produits de consommation tels que les brosses à dents, qui nécessitent une poignée rigide avec des zones de préhension souples. Le moulage par insertion est généralement utilisé pour les outils tels que les tournevis, qui nécessitent une tige métallique entourée d'une poignée confortable.
Contrôle de la qualité et méthodes d'essai
Le contrôle de la qualité des pièces moulées nécessite des protocoles d'inspection complets qui vérifient l'exactitude des dimensions et l'intégrité de la liaison.
Méthodes d'essai
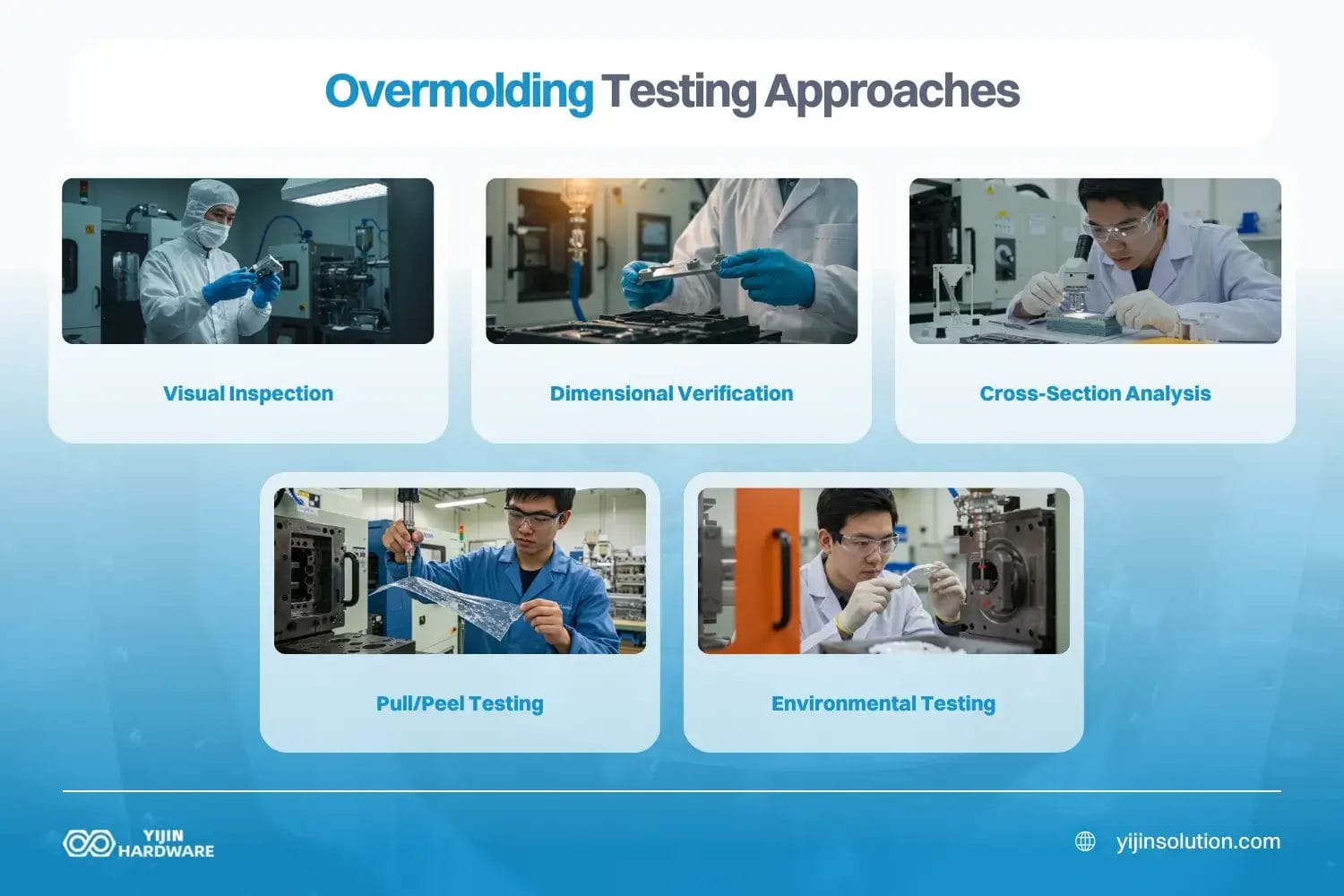
- Inspection visuelle des défauts de surface
- Vérification des dimensions à l'aide d'équipements de mesure
- Analyse de la section transversale pour vérifier les conditions de l'interface
- Essai de traction/pelage pour déterminer la force d'adhérence
- Essais environnementaux (cycles de température, exposition chimique)
Le surmoulage en silicone nécessite une attention particulière lors de l'inspection de la qualité, car le caoutchouc de silicone possède des propriétés d'adhérence uniques. Les essais non destructifs examinent les structures internes pour confirmer l'intégration correcte des matériaux sans vides, ce qui permet de minimiser le coût par pièce grâce à la réduction des taux de rebut.
Comment le matériel Yijin peut soutenir votre projet
Yijin Hardware fournit des solutions intégrées combinant l'usinage CNC avancé et des partenariats stratégiques de moulage. Notre expertise s'étend de l'optimisation de la conception à la fabrication de composants de précision et au contrôle qualité complet. Nous sommes spécialisés dans la création d'inserts métalliques personnalisés qui maximisent les performances tout en répondant à des spécifications exigeantes.
Contactez notre équipe technique dès aujourd'hui pour discuter de la manière dont nos capacités peuvent améliorer votre prochain projet. Grâce à l'approche de Yijin, vous bénéficierez d'une fabrication optimisée, de coûts de production réduits et d'une qualité supérieure des composants qui peuvent également être utilisés pour obtenir des avantages concurrentiels sur votre marché.
Questions fréquemment posées
Quelle est la différence entre le surmoulage et le moulage en deux temps ?
Le surmoulage est un terme général qui désigne le moulage d'un matériau sur un autre, tandis que le moulage par injection en deux temps utilise spécifiquement un équipement spécialisé doté de plusieurs cylindres. Le moulage en deux temps permet de créer des pièces en un seul cycle de machine, sans transfert manuel entre les moules. Cette approche automatisée augmente l'efficacité mais nécessite des machines plus sophistiquées que les méthodes de transfert traditionnelles.
Quelle est l'alternative au surmoulage ?
Le moulage par insertion constitue une alternative efficace à l'incorporation de composants métalliques dans des produits en plastique. Pour les applications ne nécessitant pas de matériaux multiples, le moulage par injection de plastique standard avec assemblage post-moulage offre une fabrication plus simple. Les pièces moulées par compression peuvent également être utilisées dans certaines applications, bien que cette approche crée généralement des propriétés différentes et peut augmenter les délais et les coûts.
Quels sont les avantages du surmoulage ?
Le surmoulage permet de créer des pièces plus ergonomiques grâce à des surfaces douces au toucher, plus esthétiques grâce à de multiples couleurs, et plus fonctionnelles grâce à la combinaison des propriétés des matériaux. Le processus élimine les opérations d'assemblage, ce qui réduit les coûts de main-d'œuvre et les problèmes de qualité potentiels. Le surmoulage offre une durabilité supérieure grâce à des liaisons permanentes qui résistent mieux aux facteurs environnementaux et aux contraintes mécaniques que les composants assemblés.
Retour en haut de la page : Surmoulage et moulage par insertion