La solution de corps de vanne en laiton personnalisé présente cette fois un corps de vanne en laiton personnalisé traité par Precision CNC Machining Parts Supplier-Yijin Hardware. La difficulté de traitement de ce corps de vanne en laiton personnalisé est principalement due à sa petite taille et à sa structure interne relative. Il est complexe et nécessite une grande précision. Il peut s'avérer très difficile pour un fournisseur de pièces d'usinage CNC de précision ne disposant pas d'une expérience suffisante et de machines et d'équipements avancés.
Paramètres du corps de vanne en cuivre
Nom du produit : Corps de vanne
Objet du produit : Il est utilisé pour les pipelines
H62 Matériau : Laiton H62
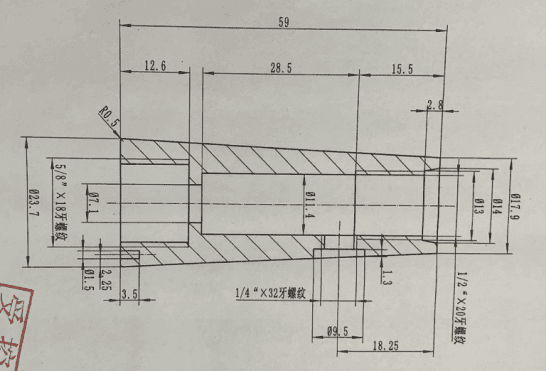
∅25×64 Spécification des matériaux : ∅25×64
Traitement de surface : Chromé
Pour un fournisseur professionnel de pièces d'usinage CNC de précision, avant de personnaliser des pièces d'usinage CNC, il est nécessaire de comprendre les caractéristiques des matériaux, d'analyser les besoins des clients et les difficultés des dessins, et enfin de trouver des solutions, et nous formulons la même chose pour cette solution de corps de vanne en laiton sur mesure.
Propriétés du laiton H62
Le laiton H62 représente le laiton ordinaire avec une teneur moyenne en cuivre de 62%, le laiton ordinaire est basé sur l'ajout d'autres éléments de l'alliage de cuivre et peut être appelé laiton spécial ; il est toujours représenté par "H", suivi du symbole chimique et de la composition moyenne des autres éléments ajoutés.
HA59-3-2 indique que sa teneur en cuivre est de 57%~60%, sa teneur en aluminium est d'environ 2,5%~3,5%, sa teneur en nickel est de 2%~3%, et sa teneur restante en zinc.
Il existe trois types de laiton : le laiton ordinaire, le laiton spécial et le laiton coulé. Le laiton coulé commence par ZCu, suivi du symbole des autres éléments et de leur teneur moyenne.
Le laiton ordinaire possède de bonnes propriétés mécaniques, une bonne plasticité à froid et une meilleure plasticité à chaud. Il a une bonne usinabilité, est facile à braser et à souder et résiste à la corrosion, mais il est facile de produire des fissures. En outre, son prix est bon marché et il est largement utilisé dans une variété commune de laiton.
Le laiton H62 est beaucoup plus dur à température ambiante en phase β qu'en phase a, il peut donc être utilisé pour des pièces supportant des charges importantes. Le laiton biphasé "a+" peut être usiné à chaud au-dessus de 600℃.Microstructure du laiton biphasé a+β : a est une solution solide blanc brillant et β est une solution solide ordonnée à base de CuZn.
Il peut fabriquer toutes sortes de pièces soumises à des contraintes de traction et de flexion, telles que des goupilles, des rivets, des rondelles, des écrous, des conduits, des ressorts de baromètre, des grillages, des pièces de radiateur, etc.
Technique de traitement
Les quantités d'outils : 9 outils
Type d'outil : Outil de tournage à 35°, outil de tronçonnage 2MM, mèche ∅7.1, outils d'alésage ∅8, outils de filetage intérieur ∅8, mèche ∅5.5, taraud 1/4-32, fraise ∅8, mèche ∅1.5, fraise ∅1.5
1) D'après l'analyse du dessin, les pièces de robinetterie en cuivre n'ont pas d'exigences de précision particulières en ce qui concerne la tolérance de forme et de position. Par conséquent, nous choisissons la direction du filetage 5/8 des pièces comme priorité pour l'usinage, parce qu'il y a une exigence d'angle R0,5 dans cette direction. La relation entre le congé de l'angle R0,5 et le plan incliné cylindrique et la surface traitée de la face d'extrémité est plus parfaite.
Utiliser un outil de tournage à 35° pour usiner la forme des pièces, puis utiliser un foret ∅7.1, des outils d'alésage ∅8 pour usiner le trou de fond ∅7.1 et le trou de fond à filetage 5/8 x18.
Utiliser les outils de filetage intérieur ∅8 pour usiner le filetage 5/x18, puis utiliser le foret ∅1.5, la fraise ∅1.5 pour usiner le trou de taille ∅1.5×3.5, puis utiliser le foret ∅5.5, la vis taraudeuse 1/4-32, et la fraise ∅8 pour usiner le filetage ∅9.5 et 1/4-32, puis couper les pièces à l'aide de l'outil de coupe de 2mm.
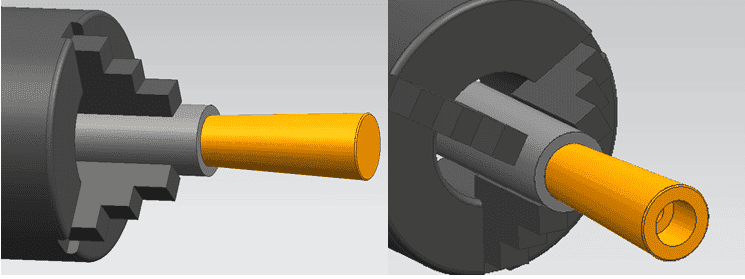
2)Il est nécessaire d'effectuer un serrage personnalisé avant le traitement aux deux extrémités, le filetage mâle 5/8×18 a une longueur de 11 mm. Comme le montre l'image suivante :
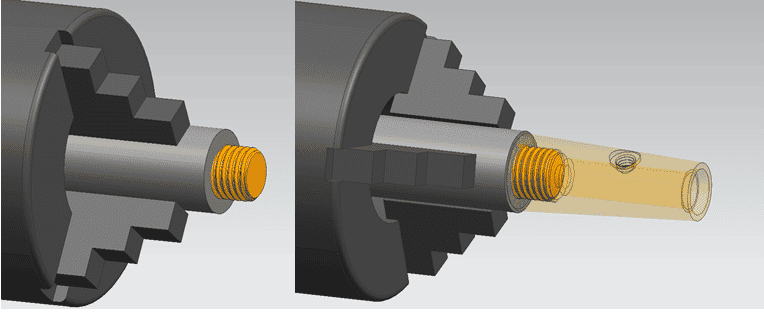
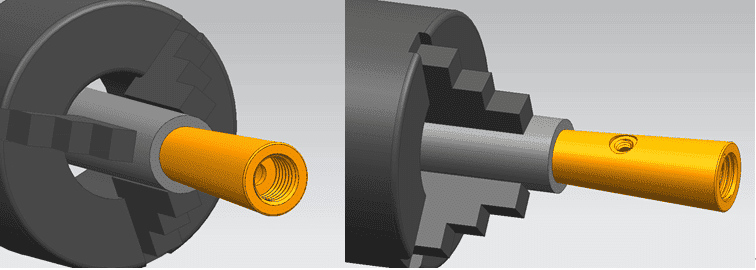
La raison en est que la surface est le plan incliné de ces pièces et qu'il n'y a pas de condition de serrage. Elles ne peuvent donc être assemblées qu'avec un filetage intérieur de 5/8×18 qui a été usiné avec le filetage extérieur de 5/8×18 du dispositif de fixation. Le traitement de la partie restante permet non seulement d'éviter les erreurs de positionnement répétées des pièces, mais aussi d'améliorer l'efficacité du traitement.
Utiliser un outil de tournage à 35° pour usiner une longueur totale de 59 mm, puis utiliser un foret ∅7.1 et des outils d'alésage ∅8 pour usiner le filetage 1/2×20. Enfin, effectuez un traitement de surface par chromage.
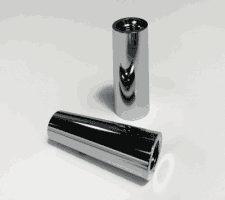
Veuillez vous référer aux pièces finies ci-dessous :