

Nom du produit : Arbre de guidage
Il est utilisé dans les machines
Matériau : acier inoxydable 316L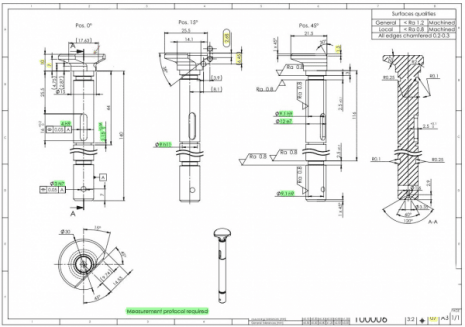 316L est une marque d'acier inoxydable, AISI316L correspond à la marque américaine, et SUS 316L correspond à la marque japonaise.
316L est une marque d'acier inoxydable, AISI316L correspond à la marque américaine, et SUS 316L correspond à la marque japonaise.
Composant chimique
C : ≤0.030, Si : ≤1.00, Mn : ≤2.00, S : ≤0.030, P : ≤0.045
Cr : 16.00~18.00, Ni : 10.00~14.00, Mo : 2.00~3.00
Résistance à la corrosion :
La principale application étant les propriétés chimiques du 316L, les usines sidérurgiques ont des exigences d'inspection de surface légèrement inférieures pour le 316L par rapport au 304. Si les clients ont des exigences élevées, l'inspection de la surface doit être renforcée.
Propriétés mécaniques :
Résistance à la traction σb (MPa):≥480
Limite d'élasticité décalée σ0,2 (MPa):≥177
Élongation δ5 (%):≥40
Pourcentage de réduction de la superficie ψ (%):≥60
Dureté : ≤187HB;≤90HRB;≤200HV
Densité : 7,98g/cm3
Rapport de chaleur spécifique:(20℃0.502J/(g*K)
Technique de traitement
Les quantités d'outils : 8 outils
Type d'outil :
Perceuse ∅1,6, outil de tournage rond à 45°, fraise à rainurer de 2 mm, fraise à rainurer de 1 mm, mèche ∅2,8, alésoirs ∅2,98, fraise à bouts ronds ∅3, fraise à bouts ronds ∅10
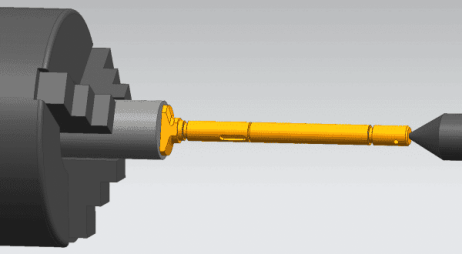
D'après l'analyse du dessin des pièces, la difficulté de cette pièce réside dans la partie du corps rotatif et dans la partie de la surface caractéristique et de la rainure de clavette 16×4×2,5. Il est nécessaire d'achever le traitement de ces pièces dans le même outillage pour garantir la précision des pièces. centre d'usinage composé de tournage et de fraisage pour compléter le traitement de cette pièce. Utilisez la taille de centre ∅1.6-60° pour l'usinage de la queue de panier afin de garantir une rigidité suffisante des pièces.
Outil de tournage rond de 45° et foret central de ∅1.6 pour réaliser un trou central de ∅1.6-60°.
La longueur de l'ébauche s'étend jusqu'à 180 mm pour obtenir la caractéristique ∅30 pièces, ce qui garantit une distance de sécurité suffisante entre la broche et la pince pour éviter d'endommager les pièces et l'équipement en cas de collision pendant le traitement.
Utiliser un outil de tournage circulaire à 45° pour l'ébauche et la finition d'un cercle de ∅30, ∅15, et ∅12e7.
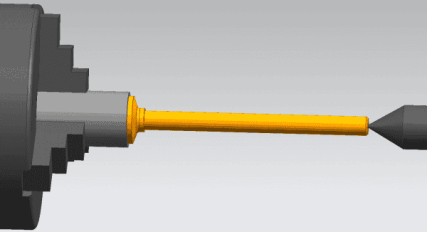
Utilisez des fraises à rainurer de 1 mm et 2 mm pour réaliser des rainures de taille ∅9.1h9*2.5 et ∅9h11*1.15.

Utiliser le foret ∅2.8 et l'alésoir ∅2.98 pour l'ébauche et la finition du trou 3N7. Utiliser la fraise ∅3 pour l'usinage de la rainure 16×4×2,5, puis utiliser les fraises ∅3 et ∅10 pour favoriser l'usinage de l'épaisseur 25,5mm, 21,5mm, et les caractéristiques R2 de la position. Ensuite, la longueur totale des pièces est coupée à l'aide d'une fraise à rainurer de 2 mm et une marge de 0,5 mm est laissée, ce qui porte la longueur totale de l'usinage à 150 mm.
Veuillez vous référer aux pièces finies ci-dessous :

D'autres études de cas sont recommandées : Usinage CNC Pièces détachées




